

ligne de production de yaourt
DESCRIPTION
Le prétraitement du lait est identique, qu’il s’agisse de produire un yaourt ferme ou brassé. Il comprend la standardisation des teneurs en matière grasse et en matière sèche, le traitement thermique et l’homogénéisation. On suppose que le lait a été standardisé à la teneur en matière grasse requise avant d’entrer dans la ligne, et que la standardisation de la teneur en matière sèche s’effectue dans un évaporateur intégré à la ligne de transformation. Si la teneur en matière sèche est ajustée par ajout de lait en poudre, l’équipement utilisé est similaire à celui décrit dans la section « lait recomposé ». Les additifs éventuels, tels que stabilisants, vitamines, etc., peuvent être dosés dans le lait avant le traitement thermique.Lorsque le lait destiné au yaourt a été prétraité et refroidi à la température d’ensemencement, la suite du traitement dépend du type de yaourt à produire : ferme, brassé, à boire, glacé ou concentré. La qualité du yaourt, en termes de texture et de goût, est essentielle.
AVANTAGE
1. Possibilité de réaliser des produits avec des recettes personnalisées.2. Possibilité de produire plus d’un produit avec la même ligne de transformation.3. Dosage précis des mélanges ainsi que des fruits et arômes ajoutés.4. Haute qualité du produit final tout en conservant une valeur nutritionnelle élevée.5. Personnalisation étendue du produit final.6. Rendement maximal, pertes de production minimales.7. Économies d’énergie maximales grâce aux technologies les plus avancées.8. Système complet de supervision de la ligne grâce au suivi de chaque phase du process.9. Enregistrement, visualisation et impression de toutes les données de production اليومية.
CARACTÉRISTIQUES DE CONSTRUCTION
Capacité de traitement de 5 t/j à 100 t/j
Produits
- Yaourt brassé- Yaourt brassé avec purée ou arôme de fruits- Yaourt aux céréales et aux fibres- Yaourt ferme- Yaourt à boire- Yaourt glacé- Yaourt concentré- Kéfir- Conditionnement en pot, carton à toit en pente, bouteille
9/27, 2021

Ligne de production de lait concentré
DESCRIPTION DU LAIT CONDENSÉ SUCRÉ (LCS)
Avant l’évaporation, les teneurs en matière grasse et en extrait sec dégraissé du lait ont été standardisées à des valeurs prédéterminées. Le lait a également subi un traitement thermique afin de détruire les micro-organismes et les enzymes susceptibles de poser problème et de stabiliser le complexe protéique. Le traitement thermique est également important pour le développement de la viscosité du produit pendant le stockage, et il est particulièrement important dans le cas du lait condensé sucré. L’ajout de sucre est une étape clé de la fabrication du lait condensé sucré, car la durée de conservation du produit dépend d’une pression osmotique suffisamment élevée. Une teneur en sucre d’au moins 62,5 % dans la phase aqueuse est requise.
Deux méthodes sont utilisées pour l’ajout de sucre :• Ajout de sucre sec avant le traitement thermique• Ajout de sirop de sucre dans l’évaporateurLe stade auquel le sucre est ajouté influence la viscosité du produit final. L’évaporateur est généralement de type à film tombant multietage. Lorsque le sucre est ajouté dans l’évaporateur, le sirop est aspiré dans l’évaporateur et mélangé au lait à mi-parcours du procédé. L’évaporation se poursuit ensuite jusqu’à ce que la teneur en matière sèche requise soit atteinte. La teneur en matière sèche est contrôlée en continu par la détermination de la densité du concentré.
Le lait condensé sucré doit être refroidi après l’évaporation. C’est l’étape la plus critique et la plus importante de tout le processus. L’eau contenue dans le lait condensé ne peut maintenir en solution que la moitié de la quantité de lactose. L’autre moitié précipitera donc sous forme de cristaux. Si l’excès de lactose est laissé à précipiter librement, les cristaux de sucre seront gros et le produit sera granuleux et inadapté à de nombreuses applications. Il est donc préférable de contrôler la cristallisation du lactose afin d’obtenir des cristaux très petits. La cristallisation souhaitée est obtenue en refroidissant rapidement le mélange sous agitation vigoureuse, sans emprisonnement d’air. Le lait condensé refroidi est pompé vers un réservoir de stockage où il est conservé jusqu’au lendemain afin de permettre l’achèvement du processus de cristallisation.
Le lait condensé sucré doit être de couleur jaunâtre et avoir l’aspect d’une mayonnaise. Traditionnellement, il est conditionné en boîtes métalliques, lesquelles doivent dans ce cas être nettoyées et stérilisées avant le remplissage, car aucune stérilisation n’a lieu après la mise en boîte. De nos jours, il est également possible de conditionner le lait condensé sucré dans des emballages aseptiques en carton. Le produit est également conditionné en grands fûts, d’une capacité deenviron 300 kg, pour approvisionner les grands utilisateurs.
AVANTAGES :1. Possibilité de réaliser des produits avec des recettes personnalisées.2. Possibilité de produire plus d’un produit avec la même ligne de transformation.3. Grande personnalisation du produit final.4. Rendement maximal, déchets de production minimaux.5. Économies d’énergie maximales grâce aux technologies les plus avancées.6. Système complet de supervision de la ligne grâce au suivi de chaque phase du processus.7. Enregistrement, visualisation et impression de toutes les données quotidiennes de production.
CARACTÉRISTIQUES DE LA LIGNE DE PRODUCTION
Capacité de production de 5 tonnes/j à 100 tonnes/j
Produits - Lait concentré sucré- Lait évaporé sans sucre- Lait concentré en divers emballages :
9/27, 2021

Ligne de transformation mangue et ananas
Description :
Le mango et l’ananas sont des fruits tropicaux renommés, appréciés pour leur chair délicate et leur goût unique ; ils sont très populaires et sont connus comme le « roi des fruits tropicaux ». Une ligne complète d’équipements de transformation du mango et de l’ananas comprend les étapes suivantes : lavage des mangues et ananas frais, épluchage, pulpage, broyage, pressage, enzymolyse, filtration sur membrane, concentration, stérilisation, remplissage, etc. Les mangues et ananas frais peuvent être transformés en jus clair ou en jus trouble, puis conditionnés en carton à toit en pente, en Tetra Pak, en sacs aseptiques, en cuves stériles et dans d’autres contenants, afin d’être vendus en chaîne du froid ou à température ambiante.
1 La capacité de traitement varie de 60 tonnes/jour à 1 500 tonnes/jour.
2 La ligne peut traiter des fruits présentant des caractéristiques similaires.
3 Utilisation d’un dénoyauteur de mangue à haut rendement pour améliorer efficacement le taux de rendement des mangues.
4 Utilisation d’un extracteur de jus à bande performant pour améliorer l’efficacité d’extraction du jus et le taux de rendement de l’ananas.
5 Le processus de production est entièrement automatisé par commande PLC, afin d’économiser la main-d’œuvre et de faciliter la gestion de la production.
6 L’évaporation sous vide à basse température permet de maximiser la préservation des substances aromatiques et des nutriments, tout en économisant de l’énergie.
7 Stérilisateur tubulaire UHT et machine de remplissage aseptique, pour produire des jus aseptiques de haute qualité.
8 Nettoyage CIP automatique, garantissant que l’ensemble des équipements de la ligne répond aux exigences d’hygiène et de sécurité alimentaires.
Paramètres techniques :
Matière première
Mangue fraîche / ananas
Produit fini
Jus clair et jus trouble, jus concentré et NFC
Capacité de traitement
60 à 1 500 tonnes/jour
Taux de rendement
50-75%
Teneur en solides dans le NFC
10-20 °Brix
Teneur en solides dans le jus concentré
60~72 °Brix
Conditionnement final
Sachet aseptique / boîte à toit gable / brique Tetra Pak / bouteille PET
9/22, 2021
Ligne de transformation pommes et poires
Description :
La Chine est le premier producteur mondial de pommes et de poires. Le produit fini se décline en jus clair, jus trouble, jus frais NFC et jus concentré. L’usine complète d’équipements de transformation des pommes et des poires comprend le lavage, le concassage, l’extracteur à pressage, l’enzymolyse, l’évaporateur, le stérilisateur, le remplissage aseptique, etc. Beyond a développé des équipements de transformation des pommes et des poires avec différentes fonctions, tels que le broyeur et l’extracteur à pressage, caractérisés par une structure simple, une utilisation facile et un rendement élevé, ce qui a positionné Beyond comme leader du marché chinois à l’échelle mondiale.
Avantages du système :
1 La capacité de traitement varie de 60 tonnes/jour à 1 500 tonnes/jour.
2 Cette ligne peut traiter des fruits similaires présentant des caractéristiques similaires.
3 Système automatique de contrôle de la concentration du liquide désinfectant, garantissant efficacement l’effet de stérilisation et maîtrisant les résidus de désinfectant.
4 Le broyeur haute efficacité améliore le rendement d’extraction des pommes et des poires.
5 Utilisation d’un extracteur de jus à bande haute efficacité pour améliorer l’efficacité d’extraction et le rendement.
6 Le processus de production est entièrement contrôlé par PLC automatique afin de réduire l’intensité du travail et d’améliorer l’efficacité de production.
7 Évaporation sous vide à basse température 8 Réduit considérablement les pertes de composés aromatiques et de nutriments.
8 Diverses mesures de récupération d’énergie augmentent l’utilisation de l’énergie et réduisent fortement les coûts de production.
9 Stérilisateur tubulaire UHT et remplisseuse aseptique, à l’abri de la contamination bactérienne, assurant la sécurité alimentaire et prolongeant la durée de conservation du produit.
10 Un ensemble complet de production avec système CIP automatique réduit l’intensité du travail et garantit un haut niveau d’hygiène.
Paramètres techniques :
Matière première
Fruits frais : pomme/poire
Produit fini
Jus clair, jus trouble, jus NFC et jus concentré,cidre et vinaigre de cidre, etc.
Capacité de transformation
De 60 tonnes/jour à 1500 tonnes/jour
Rendement
60-75 %
Teneur en solides dans le NFC
10-12 °Brix
Teneur en jus concentré
65-72 °Brix
Conditionnement final
Sachet aseptique / boîte à toit gable / bouteille PET
9/22, 2021
Stérilisateur tubulaire UHT aseptique
Champ d’application :
Pulpe, pulpe de légumes, pulpe concentrée et matières contenant des particules, des fibres, etc.
Principalement utilisée pour les produits de remplissage aseptique, tels que la brique Tetra Paper, le coussin Tetra Paper, le sachet souple aseptique et les bouteilles PET aseptiques, notamment pour le lait liquide et les jus.
Technique :
(1)5℃→65℃(homogénéisateur)→137℃(3-5 s)→20℃-25℃, pour remplissage aseptique ;(2)5℃→65℃(homogénéisateur)→115℃/125℃(5-15 s)→88℃-90℃, pour remplissage à chaud ;(3)5℃→65℃(homogénéisateur)→115℃/125℃(5-15 s)→75℃-78℃, pour remplissage à température intermédiaire ;
Commande PLC Siemens entièrement automatique avec écran tactile
Avantages de l’équipement :
La stérilisatrice tubulaire peut être utilisée pour le traitement thermique de divers aliments liquides et boissons ; par rapport aux autres types de stérilisateurs, elle présente les avantages suivants.
(1)L’écart de température entre le fluide caloporteur et le produit est faible ; le tube d’échange thermique utilise quatre faisceaux de tubes, l’efficacité d’échange thermique est élevée, l’encrassement est réduit et le temps de fonctionnement du stérilisateur est augmenté.(2)Haut degré d’automatisation : de la CIP de l’équipement, de la stérilisation à la vapeur à la stérilisation du produit, l’ensemble du processus peut être contrôlé et enregistré automatiquement.(3)Le contrôle de la température de stérilisation est précis et fiable ; la pression de vapeur, le débit, le débit du produit, etc. sont strictement contrôlés automatiquement.Entièrement fabriqué en acier inoxydable, conforme aux normes d’hygiène alimentaire.(4)La paroi intérieure du tube produit adopte un polissage par technologie avancée et un soudage automatique ; la conception des tuyauteries permet un nettoyage entièrement automatique et la stérilisation SIP de l’ensemble du processus, garantissant l’asepsie du système.(5)Sécurité élevée du système : les accessoires sont sélectionnés parmi des produits aux excellentes performances et à la grande fiabilité ; la vapeur, l’eau chaude, les produits, etc. disposent de mesures de protection contre la pression et d’un système d’alarme.(6)Fiabilité élevée du système : les principaux composants, tels que les pompes à produit, les pompes à eau chaude, divers types de vannes, les composants électriques du système de commande et les organes d’exécution, sont de marques mondialement connues.(7)Système SIP intégré.
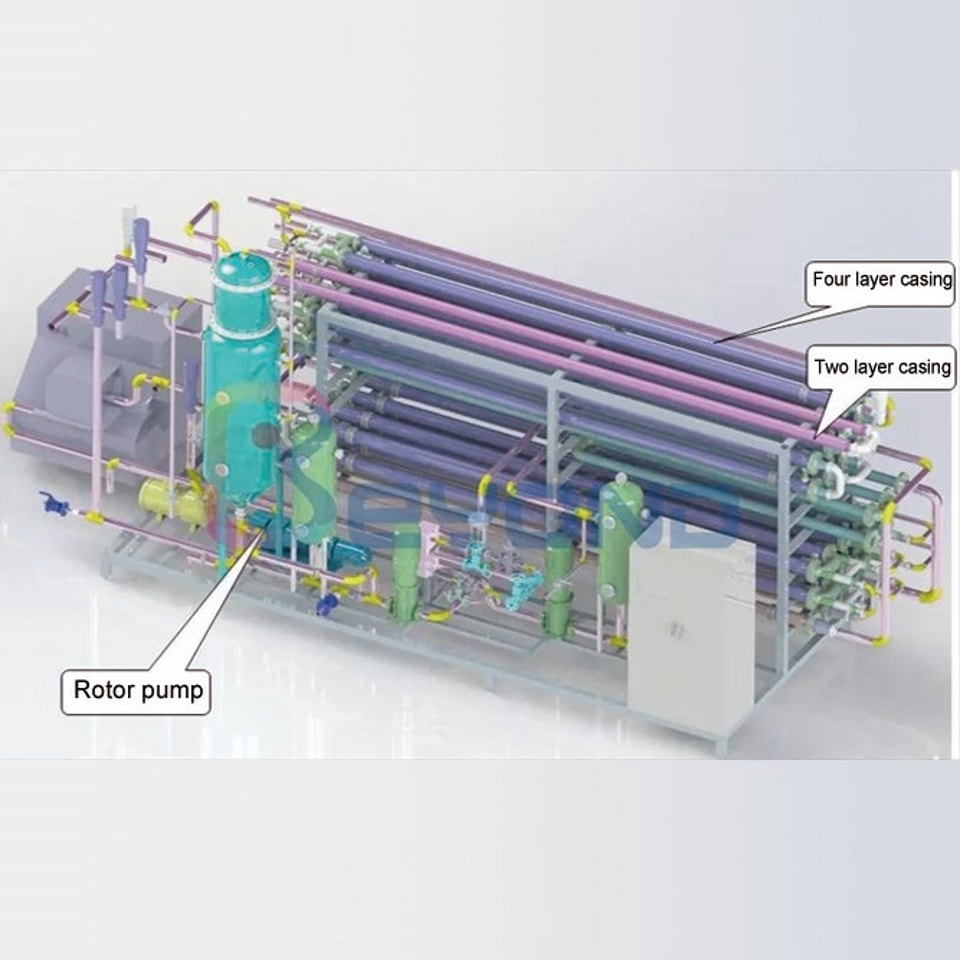
Structure de l’équipement :
Structure générale
Comme indiqué sur la figure, l’équipement se compose principalement d’échangeurs de chaleur, de pompes, de vannes de tuyauterie, de systèmes vapeur, de systèmes de commande électrique, etc. L’échangeur de chaleur est divisé en deux couches (section de refroidissement de retour) et quatre couches (section de chauffage, section de refroidissement, section de récupération de chaleur).
Caractéristiques de l’équipement :
Il est utilisé pour l’échange thermique entre les milieux et les produits. Les produits sont entourés par le fluide des côtés supérieur et inférieur, formant un film d’échange thermique et améliorant l’efficacité de l’échange de chaleur.
La stérilisatrice à surface raclée est différente de la stérilisatrice tubulaire. Lorsque les produits s’écoulent, la pression s’exerce sur l’extérieur du tube d’échange thermique. En même temps, comme les produits traités par la stérilisatrice à surface raclée présentent généralement une viscosité élevée et une forte pression côté produit, la pompe de transport est généralement une pompe à pression positive (pompe à vis et pompe à rotor), de sorte que le tube d’échange thermique supporte une forte pression externe. Afin d’éviter l’endommagement du tube d’échange thermique sous pression (comme l’aplatissement du tube), il est nécessaire de vérifier la résistance à la pression externe du tube d’échange thermique.
Pt / G est un capteur de pression. Lorsque la valeur réglée est dépassée, il commande l’inversion de Qv5 et le produit retourne vers le réservoir d’équilibre afin de protéger la canalisation en aval.
Les produits traités par la stérilisatrice à surface raclée présentent généralement une viscosité élevée et un faible coefficient de transfert thermique. Le débit de conception du produit ne doit pas être trop élevé afin d’éviter une pression excessive dans la canalisation. Le débit du produit de la stérilisatrice à surface raclée est de 0,3 à 0,5 m/s ; la largeur de l’intercouche produit ne doit pas être inférieure à 13 mm.
Si vous avez des questions sur la stérilisatrice à surface raclée, n’hésitez pas à contacter librement un ingénieur du service Beyond.
8/30, 2021

Système de concentration à haut rendement
Champ d’application :
La concentration désigne le procédé consistant à éliminer l’eau des aliments liquides par des méthodes physiques ; elle désigne également l’opération consistant à augmenter la concentration d’une solution. Le procédé de concentration est largement utilisé dans l’industrie agroalimentaire. Pour la concentration du bouillon d’os, en raison de sa composition et de ses propriétés physicochimiques particulières, il est nécessaire de choisir un équipement de concentration approprié. À l’heure actuelle, nos équipements pour la concentration des extraits osseux comprennent principalement des concentrateurs à film ascendant à circulation externe, des concentrateurs à film descendant à circulation externe, des concentrateurs à évaporation à plaques, des concentrateurs à recompression de vapeur et des concentrateurs à membranes ; toutefois, la plupart de ces équipements présentent des problèmes tels qu’une forte émission de vapeur et des pertes de matière pendant l’utilisation. À la suite d’études techniques antérieures, ce projet propose une technologie de concentration à haut rendement qui prend les os de bétail et de volaille comme matière première et utilise des technologies modernes de membranes, de MVR et d’autres technologies pour réaliser la séparation et la concentration de l’extrait d’os afin de produire des produits osseux à forte valeur ajoutée.
Caractéristiques de performance :
1. L’ensemble du système présente une conception rationnelle et esthétique, un fonctionnement stable, un rendement élevé, des économies d’énergie et une faible consommation de vapeur ;2. Taux de concentration élevé, circulation forcée, ce qui facilite l’écoulement et l’évaporation des liquides à forte viscosité, et réduit le temps de concentration ;3. La conception spéciale permet de réaliser la commutation par une simple opération, afin de s’adapter à la production de différents produits ;4. La température d’évaporation est basse, la chaleur est pleinement utilisée et le liquide d’alimentation est chauffé en douceur, ce qui convient à la concentration de matériaux sensibles à la chaleur ;5. Grâce à la circulation forcée, l’évaporateur est chauffé uniformément dans le tube avec un coefficient de transfert thermique élevé, ce qui peut empêcher le phénomène de « paroi sèche » ;6. Le liquide d’alimentation entre dans le séparateur pour être séparé, ce qui renforce l’effet de séparation et confère à l’ensemble de l’équipement une plus grande flexibilité d’exploitation ;7. L’ensemble de l’équipement présente une structure compacte, une faible emprise au sol et une disposition simple et fluide, ce qui représente l’orientation de développement des ensembles d’évaporation à grande échelle ;8. L’alimentation et la décharge continues, ainsi que le contrôle automatique du niveau du liquide d’alimentation et de la concentration requise, peuvent être réalisés ;
9. La capacité d’évaporation est conçue selon les besoins du client.
Processus technologique :
8/18, 2021

Ligne de production de transformation profonde des os et de la viande
8/18, 2021

Brève présentation de l’extracteur de jus à demi-coupe à rouleaux
Application principale :
Cet équipement est principalement utilisé pour le broyage et l’extraction du jus des oranges, des agrumes et d’autres fruits et légumes. Il est conçu conformément aux exigences d’hygiène de l’industrie agroalimentaire, simple à utiliser, pratique à entretenir et peut être intégré à une ligne de production automatisée.
Principales caractéristiques :
Support de machine conçu avec une structure soudée sur châssis intégral, offrant une bonne rigidité et de faibles vibrations.
Structure compacte, faible encombrement au sol, fonctionnement fiable ; la conception optimisée de chaque composant rend le nettoyage et le remplacement plus pratiques. Fabrication entièrement en acier inoxydable, conforme aux normes d’hygiène alimentaire. Installée dans la ligne de transformation, elle permet une production automatisée avec une faible intensité de main-d’œuvre.
Le rouleau de pressage présente des aiguilles en saillie à sa surface pour saisir le fruit.
Le rouleau de pressage et le tamis ont une forme de demi-lune, et l’écart diminue progressivement du plus grand au plus petit, ce qui permet de bien presser la pulpe.
Séparation automatique de la pulpe et de l’écorce, capacité de production élevée ; l’espace entre le rouleau d’extraction et le tamis de filtration est ajusté selon les différents produits, afin de répondre aux exigences de production.
Composition de l’équipement :
Les fruits prêts à être extraits sont acheminés depuis le procédé vers la trémie d’alimentation de l’extracteur ; de là, ils arrivent entre les deux rouleaux de pressage. La surface du rouleau de pressage à aiguilles maintient les fruits par extrusion ; au cours de cette extrusion, ils entrent en contact avec le couteau de coupe, qui tranche le fruit. Avec la rotation du rouleau de pressage, les fruits continuent à tourner ; le tamis de filtration et la pulpe exercent ensuite une pression supplémentaire, ce qui permet de séparer davantage la pulpe et l’écorce.
Voilà tout ce que nous avons abordé aujourd’hui à propos de la brève présentation de l’extracteur de jus à demi-coupe à rouleaux. Veuillez contacter le service technique Beyond si vous avez des questions.
7/28, 2021
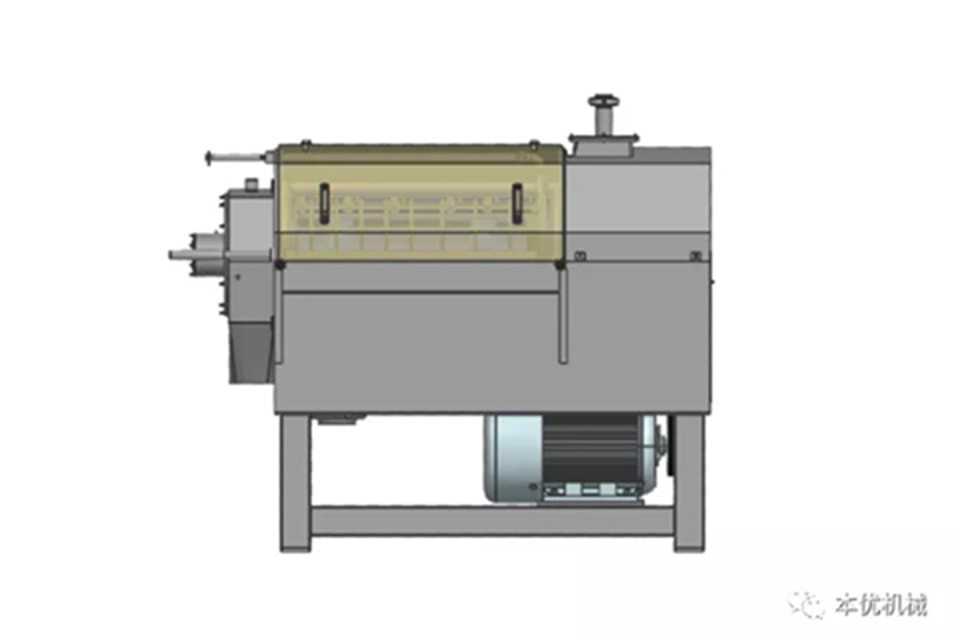
Instructions pour le raffineur à raclage
Utilisation principale :Le raffineur à racleur est principalement utilisé pour séparer le jus de la pulpe d’agrumes broyée et des fibres afin d’améliorer le rendement en jus.
Champ d’application :Séparation de la pulpe et des fibres d’agrumes.
Caractéristiques principales :
Support de machine conçu avec une structure soudée sur châssis intégral, offrant une bonne rigidité et de faibles vibrations.
La porte d’évacuation des déchets, conçue avec une structure de réglage par vérin pneumatique, permet une séparation plus complète du jus en ajustant la pression du vérin.
Fabrication entièrement en acier inoxydable, conforme aux normes d’hygiène alimentaire.
Conçu avec une interface d’auto-nettoyage, avec arroseur multi-angle intégré, offrant un haut degré d’automatisation du nettoyage.
Peut être installé dans une ligne de transformation, pour une production automatisée avec une faible intensité de main-d’œuvre.
La machine est conçue avec une structure entièrement fermée, à l’exception des orifices d’entrée et de sortie du produit, offrant de bonnes performances de sécurité.
Environnement de travail :
Le raffineur à racleur fonctionne mieux dans un environnement répondant aux exigences suivantes : humidité relative ne dépassant pas 70 %, température inférieure à 40 °C, lieu sec, ventilé et couvert. Aucun gaz corrosif n’est autorisé.
Principe de fonctionnement :
Pendant le fonctionnement, la pulpe et les fibres d’agrumes pénètrent par l’orifice d’alimentation et sont poussées vers le tamis par la vis d’alimentation. Le matériau est transporté par la vis hélicoïdale. Au cours du transport, la pulpe et le jus sont séparés par la pression entre la vis hélicoïdale et le tamis, et les déchets sont poussés vers la sortie.
La séparation des matériaux est principalement contrôlée par le vérin installé dans la section de séparation terminale, et le degré de séparation est principalement déterminé par la taille du tamis et par la taille de l’orifice d’évacuation des déchets, réglée par le vérin.
Le support de machine sert à supporter le poids de la machine.
La vis hélicoïdale est composée d’une double vis, propulsant le matériau à grande vitesse et de manière stable.
Le système de nettoyage haute pression est installé autour du tamis. L’anneau de nettoyage est déplacé manuellement le long de la grille du tamis, et le jet d’eau haute pression est appliqué au tamis. Le système de nettoyage haute pression peut être utilisé machine arrêtée ou en marche.
Le corps du tamis est composé de deux cadres de tamis et de deux tamis. Il est principalement utilisé pour séparer les résidus de fruits et autres corps étrangers dans le jus de fruits.
Le moteur fournit principalement l’énergie à l’ensemble de la machine, qui est transmise au rotor par la poulie et la courroie trapézoïdale.
Les portes gauche et droite peuvent être ouvertes selon les besoins ; elles sont généralement utilisées pour retirer le tamis et nettoyer soigneusement l’intérieur du carter à intervalles réguliers.
Le carter est équipé d’un dispositif de pulvérisation, utilisé pour nettoyer le tamis et la paroi intérieure du carter après chaque poste.
Compte tenu du rendement d’extraction de l’équipement, la taille de l’orifice d’évacuation des résidus est réglée par le vérin situé à la sortie des résidus afin d’augmenter le temps de séjour des résidus de fruits dans le tamis, et aussi d’accroître la pression d’extrusion, afin d’obtenir davantage de jus.
C’est tout ce que nous avons présenté ici sur le raffineur à racleur. N’hésitez pas à contacter un ingénieur de service Beyond si vous avez des questions.
7/1, 2021

Cuve de mélange verticale avec double moto-réducteur
Description de l’équipement :
La cuve de mélange se compose d’un corps de cuve de mélange, d’un agitateur à palettes, d’un mélangeur à raclettes monté sur paroi de type cadre, d’un support inférieur, d’une double enveloppe à serpentin, d’un dispositif de transmission, d’un dispositif d’étanchéité d’arbre, etc.
Champ d’application :
La cuve convient aux sauces, aux produits laitiers et aux huiles et graisses, et est spécialement utilisée dans les domaines de production et de transformation des produits laitiers et des huiles.
Principes de fonctionnement :
La cuve adopte une structure de double mélange coaxial. Les directions de mélange des palettes et du mélangeur à raclettes monté sur paroi sont inversées. Ainsi, les blocs de graisse ou d’huile sont plus facilement coupés et fondus lorsqu’ils entrent dans la cuve, et la raclette adhère à la paroi en tournant. Cela empêche la graisse d’adhérer à la paroi et d’affecter l’effet de chauffage, et évite complètement l’adhérence et la carbonisation de la graisse sur la paroi. Le serpentin de chauffage est conçu en deux étapes, ce qui répond également aux exigences d’une production en petites séries, d’une production flexible et de conditions de travail variées.
Avantages de l’équipement :
Fonctionnement simple et travail continu ;
Elle peut être installée sur la ligne de production et peut également fonctionner de manière indépendante ;
Tous les matériaux en contact avec le produit sont en acier inoxydable de haute qualité conforme aux exigences d’hygiène alimentaire ;
Une structure tampon et de guidage unique est conçue à l’entrée du fluide, ce qui permet à la vapeur d’entrer uniformément dans le serpentin, d’éviter l’impact sur la paroi du tube, d’assurer un chauffage homogène et une montée en température stable.
La cuve est équipée d’une boule de lavage CIP, ce qui facilite le nettoyage.
Le serpentin de chauffage est conçu en deux étapes, ce qui répond également aux exigences d’une production en petites séries, d’une production flexible et de conditions de travail variées.
C’est tout pour aujourd’hui au sujet de la cuve de mélange verticale avec double moto-réducteur. Veuillez contacter l’ingénieur de service Beyond si vous avez des questions.
1/20, 2021

Brève analyse du système de fermentation du yaourt
Avec l’amélioration continue du niveau de vie, la recherche d’une alimentation saine, équilibrée et nutritive est devenue la grande tendance de la vie moderne, et cette recherche se reflète directement dans le choix des aliments. À l’heure actuelle, le yaourt est devenu un aliment santé nutritionnel très apprécié des personnes modernes. Il possède non seulement la valeur nutritionnelle du lait cru (comme les protéines, le calcium facilement assimilable et les vitamines B), mais aussi des effets bénéfiques sur la santé (comme la réduction de l’intolérance au lactose, l’équilibre de la flore microbienne intestinale, la prévention du cancer, la protection du foie, la prévention de la formation des cataractes, etc.). On voit ainsi que le développement du yaourt répond parfaitement aux attentes actuelles des consommateurs en matière d’aliments « naturels, nutritifs et sains ». Toutefois, pour produire un yaourt de haute qualité, il est indispensable de disposer d’un système de fermentation du yaourt de haute qualité. Nous allons en faire ici un bref partage.
Composition du système de fermentation du yaourt.
Le système de fermentation du yaourt comprend : un système d’ajout de cultures en ligne, un système de cuves de fermentation ultra-propres, un système d’air aseptique, un système de refroidissement flexible ainsi que les tuyauteries, vannes, instruments et programmes de contrôle assortis, etc.
Présentation des sous-systèmes du système de fermentation du yaourt
1. Système d’ajout de culture en ligne
Le système d’ajout de culture en ligne adopte une méthode d’ajout de culture en ligne ultra-propre, comprenant un tube d’ajout de culture compatible avec différents types de cultures et un capot de protection à pression positive avec filtre à air aseptique, atteignant un niveau de purification de classe 100. Le système peut être nettoyé avec la conduite du produit par CIP ou séparément, et l’équipement est doté d’un système de stérilisation à la vapeur. Ainsi, il est possible d’éviter des problèmes tels que la contamination par des bactériophages, l’entrée de corps étrangers dans le système de fermentation et la perte de souches bactériennes lors de l’introduction de la culture bactérienne dans le trou d’homme.
2. Système de cuves de fermentation ultra-propres
Le système de cuves de fermentation ultra-propres désigne principalement les cuves de fermentation et les configurations auxiliaires utilisées dans le processus de fermentation du yaourt. La cuve adopte un système aseptique afin d’éviter et de prévenir la contamination par les micro-organismes présents dans l’air, ce qui prolonge considérablement la durée de conservation et la pureté du produit. Un évent aseptique ou un système de fermentation aseptique à pression positive est spécialement conçu et installé sur le corps de la cuve. Le corps de la cuve est conçu avec une enveloppe et une couche d’isolation, pouvant être traversée par de l’eau chaude ou un fluide de refroidissement afin de maintenir l’isolation ou le refroidissement. La coque du corps de la cuve, ainsi que les fonds supérieur et inférieur (ou prototypes), sont usinés par rotation à rayon R. La paroi intérieure de la cuve est polie miroir, sans zones mortes sanitaires. La conception entièrement fermée garantit que les produits sont toujours mélangés et fermentés dans un état exempt de pollution. L’équipement est doté d’un orifice de respiration, de buses de nettoyage CIP, de trous d’homme et d’autres dispositifs. Le fermenteur est équipé d’un agitateur à palettes central en porte-à-faux avec garniture mécanique, ce qui facilite le nettoyage et la désinfection tout en garantissant l’effet de démulsification, et il est équipé d’une vanne d’échantillonnage aseptique pouvant être nettoyée par CIP et stérilisée à la vapeur.
3. Système d’air aseptique
Le système d’air aseptique comprend un support SUS304, incluant un filtre de dégraissage et de déshydratation, un filtre à charbon actif, un filtre grossier, un filtre stérilisant, un filtre vapeur ; un réducteur de pression pour l’air comprimé, un réducteur de pression vapeur, un manomètre, des sondes de température, etc. Ce système peut être stérilisé à la vapeur et nettoyé par CIP. Il est utilisé pour assurer une micro-surpression positive dans la cuve pendant le processus de fermentation, afin d’empêcher que les matières présentes dans la cuve soient contaminées par l’environnement extérieur.
4. Système de refroidissement flexible
Le système de refroidissement flexible comprend principalement une plaque à grand canal à faible débit et un système d’eau à température constante. Grâce à ce système, le yaourt fermenté peut être refroidi à environ 20 °C, avec un écart de température de refroidissement inférieur à 5 °C dT, ce qui permet de réduire au minimum l’altération de la viscosité du yaourt et d’obtenir un meilleur effet de post-fermentation.
5. Tuyauteries, vannes, instruments et programmes de commande assortis
Les vannes, instruments et programmes de commande associés comprennent principalement les tuyauteries et vannes en acier inoxydable utilisées pour relier les différents systèmes, ainsi que les programmes de commande nécessaires à la fermentation du yaourt. Si la vanne anti-mélange d’alimentation par le fond de la cuve est utilisée, la conduite d’alimentation peut être nettoyée à temps une fois le remplissage terminé, sans craindre le risque de mélange du produit avec le liquide CIP ; la cuve et les conduites d’alimentation/vidange sont équipées de conduites d’alimentation et de retour indépendantes pour le liquide CIP ; la tuyauterie produit doit être conçue aussi courte que possible et la vitesse d’écoulement du produit doit être maintenue à un faible niveau ; elle est équipée d’un capteur de pression statique, d’un détecteur de niveau, d’un capteur de température, d’une soupape de sécurité de surpression et de dépression, d’un capteur de pression, etc.
Voici une brève présentation du système de fermentation du yaourt de haute qualité. Si vous avez des questions ou une demande de renseignements, veuillez contacter l’ingénieur service de BEYOND.
Exposition d’ingénierie
7/14, 2020

Application de la technologie de commande automatique en biofermentation
Les caractéristiques des paramètres de la réaction de fermentation biologique sont très variées. Elles évoluent non seulement avec le temps, mais aussi avec le métabolisme de la flore. Par ailleurs, leur comportement change également, ce qui en fait un système non linéaire. À l’origine, les analyses de laboratoire étaient réalisées par prélèvements manuels afin d’obtenir des informations sur les variables paramétriques du système de fermentation et ainsi piloter l’ensemble du processus. Bien que cette méthode à faible automatisation réduise l’investissement initial en équipements, elle présente aussi certains problèmes d’utilisation : augmentation des coûts de main-d’œuvre, forte consommation d’énergie et de matières premières, faible taux d’utilisation des équipements, retard dans le retour des informations de paramètres, erreurs ou fautes de manipulation et rendement produit instable.
Face à une concurrence de marché de plus en plus intense, de plus en plus d’entreprises cherchent à améliorer leur processus de production, par exemple en introduisant des systèmes de contrôle automatique dans le processus de fermentation, ainsi que des technologies de test, de détection et de commande prédictive floue pour le contrôle numérique de la température, de la pression de cuve, du pH, de l’oxygène dissous, du débit d’air, de l’alimentation, de la mousse, de la vitesse d’agitation et pour éviter les erreurs d’affichage du moteur dues à une mauvaise opération. Cela permet non seulement d’économiser beaucoup de main-d’œuvre, mais aussi d’améliorer l’efficacité de production et la qualité des produits.
Présentation du système de contrôle automatique de la fermentation
Les paramètres de fermentation correspondent aux caractéristiques physiologiques et biochimiques du processus de fermentation et de ses souches ; ils constituent également la base principale permettant de contrôler ce processus. Dans le processus de fermentation, la clé de l’automatisation du contrôle réside dans les capteurs qui mesurent divers paramètres. Les variations du processus de fermentation détectées par les capteurs sont converties par le transmetteur d’un signal non électrique en un signal électrique standard. Enfin, elles sont affichées, enregistrées ou transmises à l’ordinateur pour traitement par l’instrument.
Le système de contrôle automatique de la fermentation comprend trois parties : l’élément de détection, la partie de contrôle et l’élément d’action.
1. Élément de détection
Il existe différentes méthodes de classification des capteurs. Ils peuvent être classés en capteurs hors ligne et capteurs en ligne selon la méthode de mesure ; ou en capteurs à élément de mesure des forces, de la chaleur, de la lumière, du magnétisme, en éléments électrochimiques et en biocapteurs selon le principe de mesure. En raison de la facilité de transmission des signaux électriques, la plupart des capteurs délivrent des signaux électriques, tels que la tension, le courant, la résistance, l’inductance, la capacité et la fréquence.
2. Partie de contrôle
La fonction principale de la partie de contrôle est de comparer les différents signaux de paramètres détectés par les éléments de détection avec des valeurs prédéterminées, tout en envoyant des commandes de signal à l’actionneur pour le réglage. On utilise généralement un contrôle tout ou rien et un contrôle analogique. Le contrôle tout ou rien désigne deux états, marche et arrêt, représentés par 0 et 1 ; il s’agit donc soit d’un état actif, soit d’un état inactif. Par exemple, dans le contrôle du processus de fermentation, le contrôle tout ou rien ne peut commander que l’ouverture et la fermeture des vannes. Le contrôle analogique, quant à lui, permet non seulement de commander l’ouverture et la fermeture des vannes, mais aussi d’en régler le degré d’ouverture pendant le processus de fermentation, afin de jouer un rôle de régulation.
3. Élément d’action
L’élément d’action est un élément qui exécute directement l’action de commande, comme la vanne électromagnétique, la vanne de régulation pneumatique, la vanne de régulation électrique, le réducteur, la pompe péristaltique, etc. Il reflète le signal de sortie du régulateur ou la variable de commande modifiée par l’intervention manuelle de l’opérateur. L’actionneur peut fonctionner en continu ou par intermittence.
Selon leur source d’énergie, les actionneurs peuvent être divisés en actionneurs pneumatiques, électriques et hydrauliques. Les plus utilisés en fermentation sont la vanne de régulation pneumatique à membrane, la vanne à boisseau sphérique pneumatique, la vanne à siège incliné pneumatique, la vanne électromagnétique, etc.
Détection et commande des paramètres conventionnels dans le processus de fermentation
1.Température
Dans le processus de fermentation, on utilise généralement un thermomètre à résistance pour détecter la température de fermentation. La mesure de température par résistance repose sur les propriétés de la résistance électrique des conducteurs métalliques ou des semi-conducteurs, qui varie avec la température ; cette variation est convertie en signal électrique. Le signal électrique transmet ensuite les commandes de contrôle à l’actionneur via l’instrument de commande et divers commutateurs ou boucles de régulation. Ainsi, il peut mettre en marche (ou arrêter) le dispositif de refroidissement (ou de chauffage) afin de maintenir la température de la cuve constante et d’atteindre l’objectif de régulation automatique de la température.
Une fois le contrôle de la température de fermentation terminé, il existe toujours un phénomène d’hystérésis. Un réglage opportun et approprié nécessite souvent l’expérience et les compétences des ingénieurs.
2. Pression de cuve
Il existe de nombreux types de capteurs de pression, notamment à jauge de contrainte résistive, à piézorésistance, à inductance et à capacité. Parmi eux, le capteur de pression à piézorésistance est le plus largement utilisé ; il offre une meilleure précision, de meilleures caractéristiques de linéarité et un prix modéré. Le transmetteur de pression convertit la pression de la cuve de fermentation en signal électrique pour l’intégrer au système de commande. La méthode de régulation de pression consiste généralement à ajuster le débit d’entrée ou le déplacement d’air afin de maintenir la pression requise pendant le processus de fermentation.
3. Vitesse d’agitation
La vitesse d’agitation peut être mesurée à l’aide d’un tachymètre à induction magnétique, d’un tachymètre à induction lumineuse ou d’une dynamo tachymétrique.
4. Débit d’air et débit de pulvérisation de liquide
La mesure du débit comprend généralement l’utilisation d’un débitmètre à flotteur métallique, d’un débitmètre électromagnétique, d’un débitmètre à vortex, etc.
Le débitmètre à flotteur métallique doit être installé verticalement, avec un écoulement de bas en haut. Lorsque la matière ou l’air passe, une différence de pression se crée de part et d’autre du flotteur, ce qui provoque sa levitation avec une impulsion vers le haut. À mesure que le débit varie, la position du flotteur change également, entraînant une variation de la capacité ou de la résistance, laquelle est convertie en signal électrique. Après amplification, le contrôleur de démarrage peut réaliser l’automatisation du contrôle du débit.
Le débitmètre électromagnétique utilise le principe selon lequel un liquide en écoulement coupe un champ magnétique pour générer une force électromotrice induite et détecter le débit ; il peut être utilisé pour mesurer le débit des fluides conducteurs (tels que l’eau de circulation, etc.).
Le débitmètre à vortex, dont le principe de base est la rue de tourbillons de Kármán, utilise la relation selon laquelle la fréquence de détachement des vortex est proportionnelle au débit pour mesurer celui-ci. Ce débitmètre peut être utilisé pour détecter le débit de fluides conducteurs ou non conducteurs ; ses applications sont donc très larges. Il peut servir à la mesure de la vapeur, de l’air et de l’eau pure.
5. Volume, poids et mousse
La mesure du volume adopte généralement la méthode de la pression différentielle, qui consiste à calculer le volume de pulvérisation de liquide et le niveau de liquide en utilisant les différences de pression entre deux ou trois points supérieurs et inférieurs de la cuve de fermentation. Un transmetteur de pression différentielle est généralement installé sur la cuve de fermentation pour détecter le volume dans la cuve.
En outre, un capteur de pesée peut également être utilisé pour détecter le poids du matériau dans la cuve. Le capteur de pesée est souvent utilisé dans la section de dosage de la fermentation.
La détection de la mousse utilise généralement la méthode de la sonde à électrode. Lorsque la mousse monte et atteint le capteur, un signal électrique est généré ; le signal est ensuite renvoyé, une alarme est déclenchée et un agent antimousse est ajouté.
6. pH
La mesure du pH utilise généralement une électrode combinée de pH. Ce type d’électrode présente une structure compacte et peut être stérilisé à la vapeur. Son principe de fonctionnement repose sur l’apparition d’une certaine force électromotrice lorsqu’elle est immergée dans une solution avec une électrode de verre et une électrode de référence. Le transmetteur de pH est relié à la partie de contrôle, et la vanne automatique ou la pompe péristaltique est commandée par le système de boucle afin d’ajuster la valeur du pH.
7. Oxygène dissous
Actuellement, en raison de ses propres caractéristiques, l’industrie de la fermentation utilise la méthode d’expression du pourcentage de saturation en air pour représenter l’oxygène dissous. Avant l’inoculation, on simule les conditions de culture normales (agitation, température, pression de cuve, aération), puis un étalonnage complet est effectué. À ce moment-là, l’oxygène dissous est considéré comme égal à 100 %, et il ne sera plus corrigé après réglage jusqu’à la fin de la fermentation. Par conséquent, les données affichées par l’électrode à oxygène dissous pendant le processus de fermentation correspondent en réalité au pourcentage de teneur en oxygène dissous lors de l’étalonnage.
En général, dans le processus de fermentation en profondeur immergée, la concentration en oxygène dissous dépend de la vitesse à laquelle l’oxygène entre dans le milieu de culture et de la vitesse à laquelle il est consommé par les cellules biologiques. Les principaux facteurs influençant la vitesse d’entrée de l’oxygène dans le milieu sont la vitesse d’agitation, le débit d’air et la pression de cuve. Selon les différentes technologies de fermentation, la manière de régler l’oxygène dissous diffère également. On peut d’abord ajuster la vitesse d’agitation avant d’ajuster le débit d’air et la pression de cuve, ou bien n’en ajuster qu’un seul.
Caractéristiques du système de contrôle automatique DCS de fermentation Shanghai Beyond
Le système de contrôle distribué DCS de fermentation Shanghai Beyond comprend le moteur de commande, composé d’un automate programmable PLC, incluant une carte de circuit intégré PLC et un ordinateur d’exploitation (ou interface homme-machine). Il se caractérise par une gestion centralisée et un contrôle décentralisé. Le calcul de commande et la collecte des données de fermentation sont tous assurés par le contrôleur PLC, et l’ensemble du processus de fermentation est surveillé en temps réel via l’ordinateur d’exploitation (ou l’interface homme-machine) afin d’organiser les données enregistrées. Le système de commande PLC offre un excellent rapport performances/prix et une bonne stabilité, et il est devenu le premier choix pour le cœur du contrôle automatique des systèmes de petite et moyenne taille.
L’ensemble du système est composé d’un ordinateur central/écran tactile de terrain, d’une interface homme-machine, d’un PLC, d’un contrôleur de détection sur site, d’un afficheur de terrain, etc., et il communique avec Ethernet via un bus de terrain.
Le système PLC assure principalement la collecte et le contrôle de chaque grandeur de détection du système, puis transmet les données à l’ordinateur hôte via la ligne de données. Le logiciel de configuration de l’ordinateur hôte assure l’affichage des données en temps réel, l’enregistrement, le réglage des paramètres et le traitement des données historiques du système.
L’ordinateur hôte peut être connecté à Internet. Avec autorisation, tout opérateur disposant d’une connexion réseau peut faire fonctionner le système.
C’est tout ce que nous avons présenté aujourd’hui sur l’application de la technologie de commande automatique dans la biofermentation. Pour toute question ou demande, veuillez contacter un ingénieur du service Beyond.
7/1, 2020