

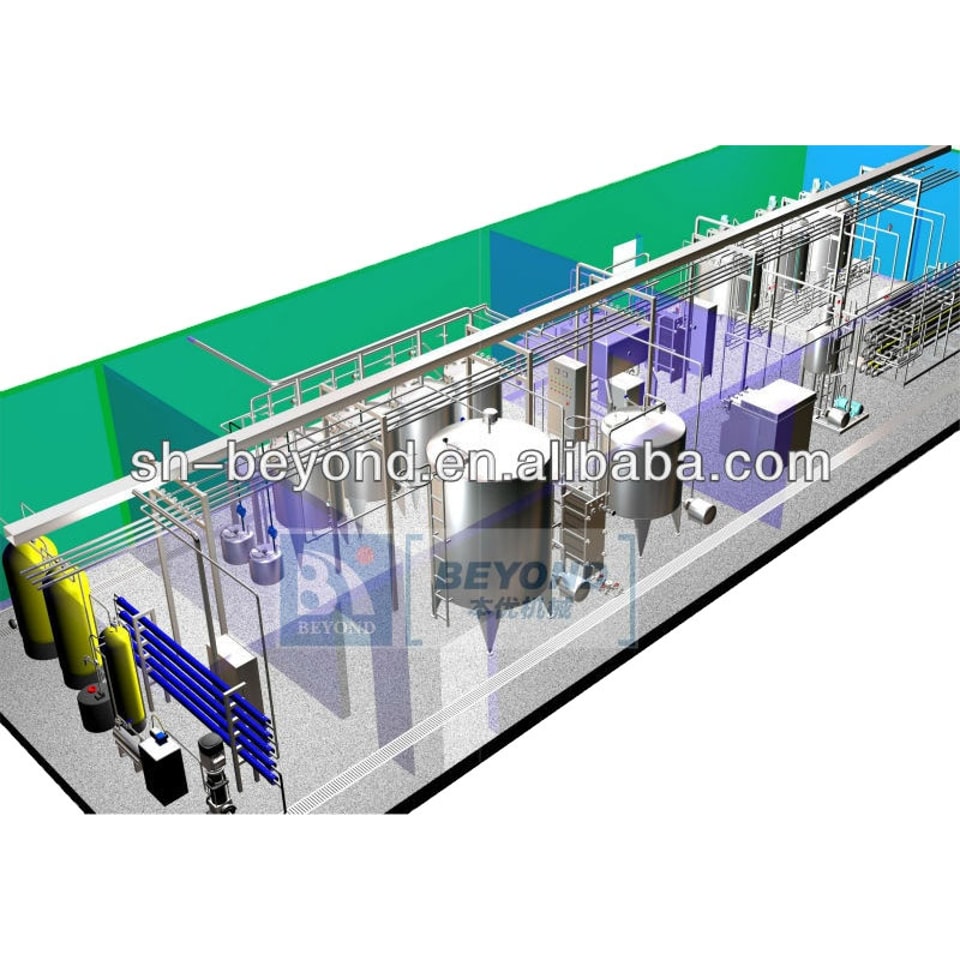
Cuve sanitaire sous pression
Dans le système d’eau pharmaceutique, les réservoirs sous pression sanitaires sont largement utilisés, tels que les cuves de stockage d’eau déminéralisée, les cuves de stockage d’eau purifiée
les cuves de stockage d’eau et les cuves de stockage d’eau pour injection, toutes étant des récipients à pression atmosphérique ou des récipients sous pression avec
des exigences sanitaires.
L’objectif de la conception et de la fabrication d’un récipient sanitaire est demaximiser la protection des produits, et la surface en contact avec le produitne polluera pas les produits et facilitera le nettoyage, réduira
les zones de prolifération de la contamination chimique ou microbiologique, etfacilitera le nettoyage, la maintenance et l’inspection.
Les exigences générales de l’industrie pharmaceutique concernant la conception des récipients sanitairescomprennent les points suivants :
La conception, la sélection et l’installation des équipements doivent répondre aux exigences de production, la structure doit être simple, et les pièces nécessitant un nettoyage et une stérilisation doivent être faciles à démonter. Les équipements difficiles à démonter et à remonter doivent être dotés d’une ouverture de nettoyage, ainsi que d’un dispositif de nettoyage manuel ou automatique ;
La surface de l’équipement doit être lisse et facile à nettoyer, et la paroi interne de l’équipement directement en contact avec les matériaux ou produits doit être lisse, plane, facile à nettoyer, résistante à la corrosion, et sans angles morts. Selon les différentes exigences de niveau de propreté des fluides, un polissage mécanique ou électrochimique doit être adopté respectivement afin d’obtenir différentes exigences de traitement de surface ;
La surface interne de l’équipement directement en contact avec le matériau doit être réalisée dans des matériaux qui ne réagissent pas avec celui-ci, ne libèrent pas de particules et n’adsorbent pas les matériaux. En général, on doit utiliser de l’acier inoxydable austénitique, et éviter autant que possible les équipements chemisés en verre. Les matériaux susceptibles de libérer des particules ou d’adsorber des matériaux, tels que les revêtements en caoutchouc et les plastiques renforcés de fibres, ne doivent pas être utilisés et doivent être non toxiques et résistants à la corrosion. Les récipients sanitaires utilisés pour la préparation des injections liquides et le stockage de l’eau pour injection doivent être fabriqués en acier inoxydable 316L à très faible teneur en carbone ;
Les parties de transmission de l’équipement doivent être parfaitement étanches afin d’éviter les fuites d’huile lubrifiante, de liquide de refroidissement et d’autres contaminations vers les matières premières, produits semi-finis, produits finis et matériaux. Pour l’étanchéité des parties de transmission, l’utilisation d’un joint à presse-étoupe n’est généralement pas recommandée ;
Pour les exigences de procédé liées aux micro-organismes, l’équipement doit non seulement satisfaire aux exigences ci-dessus, mais aussi aux exigences de désinfection et de stérilisation ;
Dans la zone propre, sauf exigences particulières, les équipements ne doivent généralement pas être installés avec des boulons d’ancrage ;
La surface de la couche isolante de l’équipement doit être plane et lisse, sans chute de matériau particulaire. La surface en mousse de ciment amianté ne doit pas être utilisée. Les isolations par assemblage ou de type rabattable ne doivent pas être utilisées ; il est préférable d’utiliser un habillage métallique pour une protection globale ;
Les équipements bruyants et vibrants doivent être équipés de dispositifs d’élimination du bruit et d’isolation des vibrations afin d’améliorer l’environnement de travail. Lors des essais dynamiques, le niveau sonore intérieur ne doit pas dépasser 75 décibels ;
Les raccords de tuyauterie doivent être des brides sanitaires, des raccords NA, des raccords KEST ou des raccords à clamp. Le matériau d’étanchéité doit être du PTFEou un joint en caoutchouc sanitaire ;
Les accessoires de l’équipement ou de la machine, tels que les instruments, les appareils de mesure et l’agencement des indicateurs de niveau, doivent être raisonnablement conçus. Le comptage doit être précis. Le réglage et la commande doivent être stables et fiables. Les exigences relatives aux matériaux doivent être identiques à celles du corps de l’équipement, et la forme de connexion doit répondre aux exigences de nettoyage, de désinfection et de stérilisation ;
La conception de l’équipement doit être, dans la mesure du possible, standardisée, généralisée, sérialisée et mécatronique. La réalisation d’une étanchéité continue et d’une détection automatique du processus de production est la garantie de la pleine mise en œuvre des exigences GMP de l’équipement ;
La tôle d’acier du récipient doit de préférence être une tôle laminée à froid, et, après traitement de dissolution solide et de décapage, utiliser autant que possible une tôle polie. Le trou d’homme, l’orifice de main, le hublot de regard, la bride du récipient et
la bride de tuyauterie et autres pièces sous compression doivent être réalisés en acier inoxydable intégral, sans revêtement, anneau de revêtement, composite, soudure par points ou type revêtu.
Les récipients sanitaires ne sont pas autorisés à utiliser une structure à revêtement en acier inoxydable.En effet, le revêtement en acier inoxydable ne garantit pas un ajustement parfait avec la cuve en acier au carbone. Son interstice contient de l’air résiduel. Lors de la stérilisation à la vapeur, le matériau se dilate sous l’effet de la chaleur ; comme les coefficients de dilatation de la tôle en acier inoxydable, de la cuve en acier au carbone et de l’air résiduel sont différents, la partie soudée par bouchon se détachera et produira des microfissures. Le liquide dans la cuve, à travers ces fissures, pénètre dans le revêtement en acier inoxydable et la cuve en acier au carbone, formant un « angle mort ». La conception de la paroi interne et de la structure interne du récipient sanitaire doit éviter les angles morts, afin deéviter une stérilisation incomplète due à l’impossibilité d’obtenir efficacement ou complètement la stérilisation par chauffage à la vapeur.
Il existe trois types de modes de connexion stériles de qualité sanitaire :
La méthode de raccordement la plus courante dans le système d’eau pharmaceutique est le raccordement à clamp, qui nécessite l’insertion d’un joint d’étanchéité au niveau de l’interface puis le serrage avec un clamp. Le raccordement aseptique NA et le raccordement aseptique KEST sont deux nouveaux types de raccords sanitaires. Ces deux conceptions évitent efficacement le risque de contamination causé par l’angle mort de l’interface de tuyauterie, en particulier pour l’assurance de stérilité lors de l’installation des accessoires sur la paroi latérale de la cuve, et ont été largement promus et appliqués dans l’industrie pharmaceutique aseptique.
Après avoir parlé de la cuve elle-même et des dispositifs de raccordement, examinons le dispositif de pulvérisation, qui est un autre accessoire important des récipients sous pression sanitaires. Dans le système d’eau pharmaceutique,
le mouillage complet de la surface interne de la cuve contribue à l’autonettoyage du système et à la prévention de la reproduction microbienne, et peut également garantir que la température à l’intérieur de toute la cuve soituniforme. Le dispositif de pulvérisation joue principalement la fonction de nettoyage par pulvérisation et de mouillage de la surface interne de la cuve.
Selon les différentes pressions de travail, les dispositifs de pulvérisation pour les cuves d’eau pharmaceutique comprennent principalement deux catégories : les billes de nettoyage fixes et les billes de nettoyage à sortie d’eau tangentielle. En outre, ils peuvent aussi être classés selon différents angles de nettoyage et méthodes d’installation.
La bille de nettoyage fixe est une bille de nettoyage à moyenne et basse pression à grand débit. Son principe consiste à pulvériser en continu une petite quantité de liquide de nettoyage depuis chaque petit orifice de la bille de nettoyage fixe vers un point fixe sur la paroi interne de la cuve, le liquide de nettoyage étant réparti sous forme d’écoulement laminaire sur la surface interne de la cuve de stockage. Sa pression de fonctionnement est relativement modérée, 1,5 à 6 bar, et la force d’impact est relativement faible pendant le nettoyage. Afin d’obtenir l’effet de nettoyage, une grande quantité de liquide de nettoyage doit être consommée ; elle est principalement utilisée pour les tâches de nettoyage moins exigeantes ou les fonctions de mouillage de surface.
En raison de sa caractéristique non rotative, elle a été reconnue par certaines entreprises, mais la pression et le débit de l’eau de retour pour injection sont limités par la conception et le fonctionnement du système d’eau pharmaceutique ; l’effet de nettoyage est moyen, les exigences de pression de nettoyage sont relativement élevées, et la consommation d’eau et d’agent de nettoyage est importante. En raison du dosage élevé, les orifices de nettoyage se bouchent facilement et présentent des défauts tels que la rouille rouge ; elle a donc été progressivement remplacée par les billes de nettoyage à eau tangentielle.
La bille de nettoyage à eau tangentielle, également appelée bille de nettoyage rotative, est une bille de nettoyage à basse pression et faible débit. Elle se compose d’une bille de sortie d’eau et d’une tige de connexion tournant à grande vitesse. La force d’impact du flux d’eau sur la bille à sortie d’eau tangentielle permet à la bille de nettoyage de tourner rapidement.Grâce à la combinaison du mode vibratoire et de l’impact physique, le liquide de nettoyage est pulvérisé uniformément sur la surface interne de la cuve. La pression de travail de la bille de nettoyage à eau tangentielle estmodérée, et la force d’impact est relativement forte pendant le nettoyage.Il suffit de moins d’agent de nettoyage pour obtenir l’effet idéal. Elle est principalement utilisée pour les cuves faciles à nettoyer. Les essais professionnels d’usure de la bille de nettoyage rotative montrent que, sous une pression de 2,7 bar, après 1100 heures de fonctionnement continu, la perte de masse du dispositif de pulvérisation est d’environ 90 mg. Selon la quantité de liquide de pulvérisation de nettoyage, la concentration théorique de limaille de fer est de 0,0052 microgramme/L, bien inférieure à la norme de qualité de l’industrie pharmaceutique pour la concentration en fer.
Le dispositif de pulvérisation rotatif à grande vitesse doit éviter tout risque de contamination particulaire causée par un fonctionnement à sec. Il est interdit d’utiliser de l’air comprimé ou tout autre gaz inerte pour le purgeage, sinon une forte apparition de rouille rouge et une contamination particulaire se produiront. C’est également un point auquel il faut porter une attention particulière lors de l’utilisation de la bille de nettoyage à eau tangentielle.
Si vous avez des questions sur la cuve sanitaire sous pression, n’hésitez pas à contacter librement l’ingénieur du service Beyond.
8/26, 2022

Évaporateur à film tombant
Champ d’application :
Utilisations principales : pour l’évaporation et la concentration des produits laitiers, des aliments, des boissons, des matières pharmaceutiques et d’autres matériaux variés
Champ d’application : industrie laitière, agroalimentaire, des boissons, pharmaceutique et autres industries.
Avantages de l’équipement :
La température d’évaporation de l’évaporateur à film tombant est basse, ce qui le rend adapté à l’évaporation de matières thermosensibles ; sa capacité d’évaporation est élevée.
La pompe centrifuge adopte un indice d’étanchéité IP65 afin de garantir la sécurité de la production, de réduire la maintenance liée aux problèmes du moteur et de diminuer le taux d’accidents. La pompe centrifuge est équipée d’une double garniture mécanique et d’un inducer ; l’eau du robinet est utilisée pour refroidir la chaleur générée par le frottement entre le roulement et l’arbre.
L’orifice d’alimentation, l’orifice d’entrée du solvant, l’orifice de circulation et l’orifice de réserve sont tous équipés de tubes prolongateurs le long de la paroi, ce qui permet de résoudre efficacement les problèmes d’éclaboussures et de moussage du matériau.
Il y a quatre hublots d’observation : le premier est placé sur le corps d’effet du liquide concentré du réchauffeur à film tombant du premier effet, et le second sur le corps d’effet du liquide concentré du réchauffeur à film tombant du deuxième effet. L’état interne peut être observé par le premier hublot ou le
deuxième hublot, ou par les deux. Les troisième et quatrième hublots sont disposés sur le corps d’effet du séparateur du 1er et du 2e effet, et l’éclairage dans la cuve permet de mieux visualiser la situation.
Environnement d’utilisation : peut être utilisé en zone propre et en zone antidéflagrante
Principe de fonctionnement :
Le matériau entre dans la partie supérieure du réchauffeur à film tombant, pénètre dans le tube d’échange thermique sous forme de gouttelettes via le répartiteur liquide-matière, puis s’écoule uniformément vers le bas sous forme de film le long de la paroi interne du tube d’échange thermique. Comme indiqué ci-dessous :
La vapeur secondaire générée au milieu du tube descend sous l’effet de l’accélération gravitationnelle en conditions de pression négative, entre dans le corps d’effet du liquide concentré et pénètre dans la chambre de séparation pour une seconde séparation afin d’obtenir l’effet de séparation vapeur-liquide. La vapeur secondaire de la chambre de séparation du premier effet entre dans l’échangeur de chaleur du second effet pour poursuivre le chauffage, et la vapeur secondaire du second effet entre dans le condenseur pour y être condensée. La vapeur secondaire est pré-refroidie puis liquéfiée en eau distillée. Elle est ensuite pompée vers le client ou réutilisée.
Si vous avez des questions concernant l’évaporateur à film tombant, veuillez contacter librement l’ingénieur de service de Beyond.
8/26, 2022

Ligne de transformation du jus de grenade Équipement de production de jus de grenade Équipement d’usine de jus de grenade
La grenade est un fruit délicieux cultivé dans le monde entier. Elle possède une grande valeur alimentaire. Grâce à un traitement mécanique, la grenade peut être transformée en jus de grenade, ce qui rend ce fruit plus adapté à une conservation de longue durée et à un transport sur de longues distances. La ligne de transformation de la grenade est un équipement indispensable pour une usine de transformation des fruits. Beyond assure la conception, la fabrication, l’installation et la mise en service d’une ligne complète de transformation de la grenade.
Processus d’élimination des graines dans la ligne de transformation de la grenadeLa grenade est un fruit à plusieurs graines. Le pelage et l’égrenage sont indispensables dans la transformation de la grenade. Nous avons installé des machines d’épluchage et d’égrenage dans la ligne de transformation de la grenade. Grâce à la coopération d’équipements spécialisés de transformation des fruits, le fonctionnement à haut rendement de la ligne de transformation de la grenade est assuré, et la production de jus de grenade est continue.
La structure spéciale de l’équipement d’égrenage de la grenade permet d’ajuster les paramètres de travail afin d’optimiser finement le processus de séparation. La capacité de travail de la machine est de 5 à 6 tonnes de fruits frais par heure, le rendement en jus atteint 96 % et les fragments d’écorce et de membrane sont très petits.
Extraction du jus dans la ligne de transformation de la grenade
Le système d’extraction du jus que nous fournissons est un pressoir à membrane. Son principal avantage est de presser très délicatement les arilles de grenade afin de préserver les caractéristiques organoleptiques du jus. Le jus obtenu est ensuite traité par un tamis vibrant afin d’éliminer les dernières particules solides.
Clarification du jus de fruit dans la ligne de transformation de la grenade
Le jus issu du pressage est pasteurisé puis pompé vers la cuve de traitement, où l’on ajoute des enzymes et des produits chimiques pour améliorer la séparation. La durée de stérilisation est de 3 à 4 heures. Après traitement, le jus est envoyé vers la ligne d’ultrafiltration pour clarification.
Concentration du jus dans la ligne de transformation de la grenade
La ligne de transformation de la grenade permet d’obtenir du jus concentré. Grâce à un évaporateur à plaques, elle est conçue pour traiter des jus de fruits clarifiés ou à faible viscosité. L’unité de concentration peut être équipée d’un compresseur thermique et d’un dispositif de récupération des arômes.
Stérilisation et remplissage aseptique de la ligne de transformation de la grenade
Le jus de grenade peut être trouble ou clair, concentré ou naturel à concentration simple, et peut être stérilisé ou pasteurisé au moyen d’un stérilisateur/pasteurisateur à plaques selon les exigences spécifiques de l’application. Après stérilisation, les produits peuvent être conditionnés de manière stérile en sacs, en fûts ou en caisses.
Système de nettoyage de la ligne de transformation de la grenade
Afin de produire du jus de grenade avec un haut rendement, nous avons équipé la ligne de transformation de la grenade d’un système de nettoyage CIP. Grâce à cet équipement de nettoyage rapide, la ligne de transformation de la grenade peut produire du jus de grenade en continu, évitant ainsi la perte de temps et de main-d’œuvre liée à l’arrêt pour nettoyage.
La ligne de transformation de la grenade peut être conçue et fabriquée selon les besoins des clients, et l’usine peut être adaptée à l’utilisation réelle du client, afin de répondre pleinement à ses exigences de production, tout en fournissant des services intégrés allant de la conception, de la fabrication, de l’installation jusqu’à la mise en service des équipements, permettant ainsi aux clients de construire rapidement leur propre usine de transformation de la grenade.
8/11, 2022

Ligne de transformation de la tomate Équipement de production de confiture de tomate Machine de transformation de concentré de tomate
La tomate est non seulement un fruit savoureux, mais aussi une matière première pour de nombreux produits alimentaires. La ligne de transformation de la tomate permet de traiter les tomates à grande échelle afin de transformer des fruits périssables en produits faciles à conserver et à transporter. Nous concevons et fabriquons des procédés et des machines spécifiques pour la pâte de tomate, le concentré de tomate et le jus de tomate. Nous pouvons fournir une ligne complète de transformation de la tomate ainsi qu’une machine de transformation individuelle pour répondre à des besoins précis.
Lavage et tri de la ligne de transformation de la tomate
L’avant de la ligne de transformation de la tomate correspond au lavage et au tri des tomates, principalement destiné à recevoir la production complète de tomates dans l’eau. Elle est équipée d’un système de traitement des boues, d’un système de raclage du fond et de retrait des pédoncules, ainsi que d’un système à rouleaux.
Broyage et raffinage de la ligne de transformation de la tomateAprès un préchauffage rapide dans notre système de broyage à chaud et à froid, les tomates coupées sont envoyées vers le pulpeur, garantissant ainsi un raffinage très délicat.Concentration du ketchup
Afin de concentrer le jus de tomate en pâte de tomate, nous avons développé un évaporateur multi-effets, de type à circulation forcée. Il peut être adapté à la capacité de l’usine et produire jusqu’à cinq effets.
Stérilisation et remplissageLa pâte de tomate peut être stérilisée au moyen d’un stérilisateur tubulaire spécial pour fruits.Après stérilisation, comme l’équipement utilise un conditionnement aseptique, les produits peuvent être emballés dans des sacs, des fûts ou des caisses stériles.Sauce tomate et sauce de légumes
Une grande variété de produits peut être fabriquée grâce à la ligne de transformation de la tomate. Nous avons développé une ligne spéciale de production de sauce tomate et de sauce de légumes. Toutes les lignes de production de fruits et légumes sont entièrement personnalisées afin de répondre aux exigences internationales des formulations clients et de l’hygiène alimentaire.
Nettoyage de l’usine
Toutes les lignes de transformation de la tomate sont conçues conformément aux exigences internationales de qualité alimentaire et sont entièrement nettoyées au moyen de procédures et de systèmes de nettoyage intégrés ou de systèmes CIP centralisés entièrement automatiques. Grâce à une conception optimisée, la consommation d’énergie et l’impact environnemental de la ligne de transformation de la tomate sont réduits au minimum.
La ligne de transformation de la tomate peut être conçue et fabriquée selon les besoins des clients, et répondre pleinement à leurs exigences en termes de capacité et d’investissement. Elle permet non seulement de transformer des tomates, mais aussi d’autres baies similaires.
8/10, 2022

Ligne de transformation des mangues | équipements de production de jus de mangue | machine de transformation des mangues
La mangue est cultivée dans le monde entier. C’est un fruit à haute valeur nutritionnelle et économique. Nous concevons et fabriquons un ensemble complet de machines de transformation de pulpe de mangue pour produire des jus et des purées de mangue de haute qualité, qu’il s’agisse de simple concentration ou de concentration. Nous pouvons fournir une usine complète de transformation de la mangue ainsi qu’une machine individuelle pour répondre à des besoins spécifiques.
Lavage et tri de la ligne de transformation de la mangueAvant la transformation de la mangue, nous devons nettoyer et sélectionner toutes les mangues afin de préparer l’étape suivante du processus. La mangue est soigneusement lavée pendant le transport des fruits afin d’éliminer diverses impuretés présentes sur l’épiderme.Après le nettoyage, les mangues sont triées mécaniquement et manuellement, et celles de taille similaire sont sélectionnées. Le personnel peut ainsi contrôler efficacement les mangues.Dans la ligne de traitement des mangues, la laveuse de fruits : sa brosse rotative élimine les impuretés et les saletés adhérant aux fruits.Tri et découpe sur notre ligne de tri à convoyeur. Nous avons récemment installé une usine de transformation de mangues, configurée pour traiter les mangues et les ananas.
Les mangues et les ananas sont nettoyés par une brosse en nylon rotative et une douche dans notre nouveau laveur à bulles.
Épluchage et dénoyautage de la ligne de transformation des manguesLa machine à éplucher les mangues est spécialement conçue pour l’épluchage automatique des mangues fraîches : en séparant avec précision le noyau et la peau de la pulpe, elle permet de maximiser le rendement et la qualité du produit final.La pulpe de mangue brute est envoyée à notre raffineur à pulpe monocellulaire Super Reamer, qui la raffine au niveau requis tout en assurant une faible absorption d’air et donc une faible oxydation.Pour l’inactivation enzymatique, la pulpe de mangue peut être envoyée au préchauffeur tubulaire, qui peut également servir à préchauffer la pulpe brute avant son raffinage par le Super Reamer afin d’obtenir un rendement plus élevé.
Le décanteur centrifuge peut être utilisé pour éliminer les points noirs et affiner davantage le désablage.
Désaération ou concentrationLe produit final de notre ligne de transformation des mangues peut être une purée naturelle ou une purée concentrée.
Dans le premier cas, la pulpe naturelle de fruit est envoyée au désaérateur afin d’éliminer l’air contenu dans le produit et de prolonger ainsi sa durée de conservation. Afin d’éviter l’oxydation, une désorption par atomisation sous vide est effectuée. La vapeur aromatique peut être condensée par l’unité de récupération des arômes équipée du désaérateur et directement réintroduite dans le produit.
Pour la purée concentrée, la purée raffinée est pompée vers l’évaporateur continu à membrane. La polyvalence de nos évaporateurs à raclage est inégalée : ils traitent facilement les jus à faible ou forte teneur en pulpe, les jus délicats ou résistants à la chaleur, ainsi que les jus à faible ou forte viscosité. Le temps de séjour est parmi les plus courts possibles et la concentration s’effectue en un seul passage.
Stérilisation et remplissageLa purée de mangue, qu’elle soit concentrée ou naturelle à concentration simple, peut être stérilisée ou pasteurisée par un stérilisateur/pasteurisateur tubulaire selon les exigences spécifiques de l’application.Après stérilisation, les produits à base de mangue peuvent être conditionnés en sachets stériles, en fûts ou en boîtes grâce aux équipements de conditionnement stérile de la ligne de transformation des mangues.
Flux de la ligne de transformation des mangues
Mangue -> lavage -> tri -> brossage -> élimination des taches -> pulpage -> raffinage -> inactivation enzymatique -> élimination finale des impuretés -> concentration -> stérilisation -> remplissage aseptique -> purée de mangue concentrée estérifiée
Ligne de transformation des manguesNettoyage de l’usine
Toutes les lignes de production pour la transformation des mangues sont conçues conformément aux exigences internationales de qualité alimentaire et sont entièrement nettoyées grâce à des procédures et systèmes de nettoyage intégrés ou à des systèmes CIP centralisés entièrement automatiques. Ainsi, les équipements de l’usine de transformation des mangues peuvent fonctionner en continu et atteindre une efficacité de production optimale.
La ligne de transformation des mangues peut être conçue, fabriquée, installée et mise en service selon les besoins des clients, afin que votre usine de transformation des mangues puisse réaliser un processus de construction rapide en une seule étape.
8/10, 2022

Principe de stérilisation de la ligne de production de lait
Le lait est un produit qui se détériore facilement. Du point de vue des fabricants, les produits laitiers peuvent être conservés plus longtemps avant d’être livrés aux consommateurs qui en ont besoin. Le lait doit être stérilisé au cours du processus de production afin que les produits laitiers conservent plus longtemps leur valeur de consommation et répondent pleinement à la demande du marché dans des zones géographiques plus éloignées.
Du point de vue des consommateurs ordinaires, les produits laitiers plus faciles à conserver sont également très appréciés, car ils offrent davantage de temps pour les consommer.
Qualité des matières premières de la ligne de production de laitLe lait traité à haute température doit être de bonne qualité. En particulier, les protéines du lait cru ne doivent pas présenter d’instabilité thermique. La stabilité thermique des protéines peut être déterminée rapidement par le test à l’alcool. Lorsque l’échantillon de lait est mélangé avec un volume égal de solution d’éthanol, les protéines peuvent devenir instables et le lait peut floculer. Plus la concentration de la solution d’éthanol ajoutée sans floculation est élevée, meilleure est la stabilité thermique du lait. Si le lait reste stable (sans précipitation) même après l’ajout d’une solution alcoolisée à 75 %, les problèmes de production et de durée de conservation peuvent être largement évités.Le test à l’alcool est généralement utilisé pour rejeter le lait qui ne convient pas au traitement UHT, car il :Est acide, car le nombre de micro-organismes producteurs d’acide est très élevé.Présente un mauvais équilibre en selsContient des niveaux élevés de protéines sériques, ce qui est une caractéristique typique du colostrumUn lait cru de mauvaise qualité a des effets négatifs sur les performances de transformation et la qualité du produit final. La diminution de la stabilité thermique du lait dont le pH est inférieur à 6,65 à 20 °C entraîne non seulement des problèmes de transformation, comme un temps de fonctionnement court dû à la brûlure sur la surface chauffante, mais aussi des difficultés de nettoyage et une précipitation des protéines au fond de l’emballage pendant le stockage.Un lait stocké longtemps à basse température peut contenir un grand nombre de bactéries psychrophiles, capables de produire des enzymes thermostables difficiles à inactiver complètement par traitement thermique. Pendant le stockage, ces enzymes peuvent provoquer des changements sensoriels, tels que le rancissement, l’amertume et même la gélification (vieillissement, épaississement ou sucrage).
La qualité bactériologique du lait doit être élevée. Cela vaut non seulement pour le nombre total de bactéries, mais surtout pour le nombre de bactéries sporulées qui affectent la stérilité.
Stérilité commerciale
Le terme « stérilité commerciale » est souvent utilisé pour les produits traités UHT. Les produits stériles commercialement désignent des produits ne contenant aucun micro-organisme capable de se développer dans des conditions normales. Dans les produits peu acides (produits dont le pH est supérieur à 4,5), les spores sont les micro-organismes les plus résistants à la chaleur et susceptibles de se développer. Comme leur résistance thermique est bien supérieure à celle des micro-organismes nutritionnels, le processus de stérilisation se concentre uniquement sur l’effet destructeur sur les spores. Ce groupe de produits peu acides comprend non seulement le lait, mais aussi la plupart des produits à base de lait.
Efficacité de la stérilisation
Lorsque des micro-organismes et/ou des spores bactériennes sont soumis à un traitement thermique ou à tout autre procédé de désinfection, tous les micro-organismes ne sont pas immédiatement détruits. Au contraire, au cours d’une période donnée, une partie est détruite tandis que le reste survit. Si les micro-organismes survivants subissent à nouveau le même traitement pendant la même durée, les micro-organismes restants seront détruits dans la même proportion, et ainsi de suite. En d’autres termes, l’exposition aux fongicides ou aux désinfectants tue toujours la même proportion de micro-organismes.
Efficacité de stérilisation de la ligne de production de laitL’efficacité de stérilisation d’une ligne de production de lait dépend de deux facteurs : la température et la durée du traitement, ainsi que la résistance thermique des micro-organismes.D’autres facteurs tels que la composition du produit, la viscosité, l’uniformité et le pH peuvent également affecter l’efficacité de la stérilisation. Les équipements de stérilisation en continu — traitement à ultra-haute température (UHT) — stérilisent généralement les spores bactériennes qui se développent à des températures ambiantes d’environ 9 à 10 °C.Les spores de Bacillus subtilis ou de Bacillus stearothermophilus sont souvent utilisées comme organismes tests pour déterminer l’efficacité de stérilisation des équipements UHT, car ces souches (en particulier Bacillus stearothermophilus) forment des spores assez résistantes à la chaleur. Botulinum est traditionnellement utilisé pour calculer l’efficacité de la stérilisation en cuve (voir le calcul de la valeur F0).Le procédé de stérilisation doit être conçu de manière à réduire à un niveau négligeable le risque que le produit se détériore ou contienne des micro-organismes pathogènes viables et capables de se développer avant son utilisation par le consommateur. Clostridium botulinum est depuis longtemps considéré comme le micro-organisme le plus important en santé publique. Le procédé de stérilisation est conçu pour détruire les spores de ce micro-organisme. Toutefois, la probabilité de survie et de développement des spores botuliques dans le lait et les produits laitiers traités thermiquement est effectivement faible.
L’effet létal sur les spores bactériennes commence à des températures d’environ 115 °C et augmente rapidement avec l’élévation de la température.
Les bactéries peuvent être divisées en deux catégories :
celles qui existent uniquement sous forme de cellules végétatives (faciles à détruire par la chaleur ou d’autres moyens),Les bactéries qui existent sous forme végétative et sous forme de spores, c’est-à-dire les bactéries sporulées. Bien que ces bactéries soient facilement détruites lorsqu’elles se trouvent à l’état végétatif, leurs spores sont difficiles à éliminer.
Le produit à stériliser contient généralement une population mixte de cellules végétatives et de spores bactériennes, comme le montre la figure 9.1. Malheureusement, la corrélation entre les deux n’est pas très bonne. On peut trouver des dénombrements de spores élevés dans des produits à faible dénombrement total, et inversement ; par conséquent, les dénombrements totaux ne peuvent pas servir de base fiable pour estimer le nombre de spores dans les produits alimentaires.
Comme indiqué ci-dessus, l’effet de stérilisation du procédé de stérilisation thermique augmente rapidement avec l’élévation de la température. Bien entendu, cela vaut également pour les réactions chimiques qui se produisent après le traitement thermique. De combien le taux de réaction augmente-t-il si la température du système s’élève de 10 °C ?
Si la température du procédé augmente de 10 °C, la vitesse des réactions chimiques peut doubler ou tripler. La variation est très importante parce que différentes espèces de spores bactériennes réagissent différemment à l’augmentation de la température. Dans la plage de température UHT, l’effet de destruction bactérienne augmente nettement avec la température, tandis que les changements chimiques restent faibles. Cela illustre clairement les avantages du traitement UHT par rapport à la stérilisation en cuve, qui fonctionne à basse température pendant de longues périodes.
La ligne de production de lait intègre un stérilisateur, ce qui lui permet de stériliser rapidement en cycle, et une grande quantité de produits laitiers peut être stérilisée pendant le processus de production sur la ligne. Ainsi, les fabricants peuvent obtenir des produits laitiers stérilisés conformes aux normes alimentaires du marché. La technologie de stérilisation du lait et les équipements de stérilisation sont en constante évolution. Des technologies de stérilisation toujours plus avancées seront appliquées aux lignes de production de lait, et davantage de nouveaux produits laitiers stérilisés arriveront également sur le marché ; ces produits répondront largement aux différents types de besoins du marché.
8/3, 2022

Ligne de production de lait pasteurisé
Les produits laitiers pasteurisés sont populaires dans le monde entier, et de nombreuses personnes en consomment chaque jour. Cette catégorie comprend le lait entier, le lait écrémé, le lait standardisé et divers types de crème. Les produits laitiers fermentés appartiennent également à cette catégorie ; ils sont élaborés à partir de cultures bactériennes spécifiques. Le processus de production des produits laitiers pasteurisés peut être entièrement automatisé grâce aux machines, et la ligne de transformation du lait pasteurisé peut produire de grandes quantités de produits laitiers pasteurisés afin de répondre à la forte demande mondiale pour ce produit.
Dans la plupart des pays, la clarification, la pasteurisation et le refroidissement sont des étapes obligatoires dans la transformation des produits laitiers de consommation. Dans de nombreux pays, la matière grasse est généralement homogénéisée, tandis que dans d’autres, l’homogénéisation est omise, car une bonne « ligne de crème » est considérée comme un signe de qualité. Dans certains cas, une désaération est effectuée lorsque la teneur en air du lait est élevée et que le produit contient des substances odorantes très volatiles. C’est le cas, par exemple, lorsque l’alimentation du bétail contient des oignons.
La transformation des produits laitiers destinés au marché nécessite des matières premières de premier ordre et des lignes de production correctement conçues afin d’obtenir des produits finis de la plus haute qualité. Une manipulation délicate doit être assurée pour éviter tout effet négatif sur les ingrédients précieux.
Afin de garantir la qualité du lait, le Conseil de l’Union européenne a établi des normes microbiologiques pour le commerce du lait au sein des Communautés européennes afin de protéger la santé humaine et animale.
Un autre indicateur de la qualité du lait cru est le nombre de cellules somatiques tolérables dans le lait cru. Le comptage des cellules somatiques a été utilisé comme critère pour déterminer un lait anormal. Selon les directives de l’UE, le lait cru destiné au commerce intracommunautaire ne doit pas contenir plus de 400000 cellules individuelles par millilitre.Transformation du lait dans le marché de la pasteurisationConformément à la législation et aux réglementations, la conception de la ligne de transformation du lait de consommation pasteurisé varie d’un pays à l’autre, voire d’un produit laitier à l’autre. Par exemple, la standardisation des matières grasses (si elle est appliquée) peut être réalisée par lots avant la pasteurisation, ou en ligne lorsque le système de standardisation est intégré à l’unité de pasteurisation. L’homogénéisation peut être totale ou partielle.Le procédé le plus simple est la pasteurisation du lait entier. Ici, la ligne de production se compose d’un pasteurisateur, d’une cuve tampon et d’une machine de remplissage. S’il faut produire plusieurs types de produits laitiers de consommation, à savoir du lait entier, du lait écrémé et du lait standardisé avec différentes teneurs en matières grasses, ainsi que de la crème avec différentes teneurs en matières grasses, le processus devient plus complexe.Les hypothèses suivantes s’appliquent aux installations ci-dessous :Lait cru– teneur en matières grasses 3,8 %– température +4 °CLait standardisé– teneur en matières grasses 3,0 %– température +4 °CCrème standardisée– teneur en matières grasses 40 %– température +5 °CCapacité de l’usine– 20 000 litres par heure– 7 heures par jourSchéma de procédé de la ligne de production de lait pasteurisé
Le schéma de procédé type d’un dispositif de pasteurisation du lait commercialisé sur le marché. Le lait entre dans l’installation par la cuve d’équilibrage et est pompé vers l’échangeur de chaleur à plaques, où il est préchauffé, puis continue vers le séparateur afin de produire du lait écrémé et de la crème. Réglez la teneur en matières grasses de la crème dans le séparateur au niveau souhaité, puis maintenez-la à ce niveau, quelles que soient les variations modérées de la teneur en matières grasses et du débit d’alimentation du lait. Pour la crème fouettée, la teneur en matières grasses de la crème est généralement réglée entre 35 % et 40 %, mais elle peut aussi être définie à d’autres niveaux, par exemple pour la production de beurre ou d’autres types de crème. Après homogénéisation, la teneur en matières grasses de la crème est maintenue constante par le système de commande, composé d’un transmetteur de densité, d’un transmetteur de débit, d’une vanne de réglage et du système de commande du système de standardisation.
Dans ce cas, une homogénéisation partielle est utilisée, donc seule la crème est traitée. La raison du choix de ce système est qu’il peut être exploité avec un homogénéisateur plus petit, consommant moins d’énergie tout en conservant un bon effet d’homogénéisation.
Le principe de fonctionnement du système est le suivant : après le passage dans le dispositif de standardisation, le flux de crème est divisé en deux courants. L’un sert à acheminer le lait, en volume horaire suffisant, vers l’homogénéisateur afin d’obtenir la teneur finale requise en matières grasses du lait de consommation, et l’autre à envoyer l’excédent de crème vers l’atelier de transformation de la crème. Comme la teneur en matières grasses de la crème à homogénéiser doit atteindre 18 %, la crème ordinaire doit être « diluée » avec du lait écrémé avant homogénéisation, par exemple à 40 %. La capacité de l’homogénéisateur est soigneusement calculée et fixée à un débit déterminé.
Dans certains homogénéisateurs, l’homogénéisateur est également raccordé à la conduite de lait écrémé afin de disposer en permanence d’un produit en quantité suffisante pour fonctionner correctement. Ainsi, le débit de crème relativement faible est compensé par du lait écrémé afin d’atteindre la capacité nominale. Après homogénéisation, avant la pasteurisation, la crème à 18 % est finalement mélangée au reste du lait écrémé pour obtenir 3 %. Le lait à teneur standard en matières grasses est alors pompé vers la section de chauffage de l’échangeur de chaleur du lait, où la pasteurisation est effectuée. Le temps de maintien nécessaire est assuré par un tube de maintien séparé. La température de pasteurisation est enregistrée en continu.
La pompe de surpression augmente la pression du produit à un niveau tel que le produit pasteurisé ne sera pas contaminé par du lait non traité ou par le fluide de refroidissement en cas de fuite dans l’échangeur de chaleur à plaques.
Si la température de pasteurisation baisse, le transmetteur de température le détecte. Le signal déclenche la vanne de dérivation et le lait retourne dans la cuve d’équilibrage.
Après la pasteurisation, le lait continue vers la section de refroidissement de l’échangeur de chaleur, où il est régénéré et refroidi par le lait non traité entrant, puis passe dans la section de refroidissement pour être refroidi à l’eau glacée. Le lait froid est ensuite pompé vers la cuve tampon puis envoyé à la machine de remplissage.
Ligne de standardisation de la pasteurisation
L’objectif de la standardisation est d’assurer une teneur en matières grasses précise et garantie pour le lait. Le niveau varie beaucoup d’un pays à l’autre. La valeur courante du lait écrémé est de 1,5 % et celle du lait ordinaire de 3 %, mais la teneur en matières grasses peut aussi descendre jusqu’à 0,1 % et 0,5 %. La matière grasse est un facteur économique très important. C’est pourquoi la standardisation du lait et de la crème doit être réalisée avec une grande précision.
Traitement thermique de la ligne de pasteurisationEn plus d’un refroidissement adéquat, le traitement thermique est l’un des processus les plus importants dans la transformation du lait. Correctement mis en œuvre, ces procédés prolongent la durée de conservation du lait.La température et le temps de pasteurisation sont des facteurs très importants, qui doivent être définis avec précision en fonction de la qualité du lait et des exigences relatives à sa durée de conservation. La température de pasteurisation du lait homogénéisé HTST est généralement de 72 à 75 °C pendant 15 à 20 secondes.
Le processus de pasteurisation peut varier d’un pays à l’autre. L’exigence commune à tous les pays est que le traitement thermique doit assurer une réduction significative des micro-organismes d’altération et la destruction de tous les agents pathogènes sans endommager le produit.
Homogénéisation de la ligne de pasteurisationL’objectif de l’homogénéisation est de réduire la taille des globules gras du lait afin de diminuer ou d’empêcher la formation de crème. L’homogénéisation peut être totale ou partielle. L’homogénéisation partielle est une solution plus économique, car elle permet d’utiliser des homogénéisateurs plus petits.La ligne de production de lait pasteurisé peut être conçue selon les besoins des clients. En général, nous devons connaître les exigences de production des clients et les caractéristiques des matières premières de la ligne de production de lait pasteurisé, ainsi que certaines conditions spécifiques de l’usine, afin que les clients puissent disposer de leur propre ligne de production de lait pasteurisé, utiliser pleinement leurs fonds et répondre entièrement à leurs besoins, de sorte que la capacité de production de la ligne de production de lait pasteurisé soit maximisée.
8/3, 2022
Conception d’une ligne de transformation du lait
Une ligne de transformation du lait complète et performante peut produire efficacement des produits dérivés du lait et assurer un flux de production intégré, des matières premières à l’emballage. Grâce à diverses machines de transformation du lait, le lait peut être produit rapidement. Elle relie non seulement différents équipements mécaniques, mais permet aussi un haut niveau d’intégration du système au niveau logiciel.
Aujourd’hui, parlons de l’idée de conception de la ligne de transformation de l’atelier de pasteurisation du lait entier, examinons les points clés de la conception de la ligne de transformation du lait, maîtrisons la méthode d’intégration des différents équipements et abordons le processus de production du lait ainsi que les différents problèmes possibles.
Points à prendre en compte dans la conception du process de la ligne de transformation du laitLa ligne de transformation du lait rencontrera divers problèmes au cours du processus de production réel. Notre ligne de transformation du lait doit être capable de détecter ces problèmes à temps et de les résoudre rapidement. Par exemple :Liés au produit — qualité des matières premières, du process et des produits finisLiés au process — capacité de l’usine, sélection et compatibilité des composants, degré de contrôle du process, disponibilité des fluides de chauffage et de refroidissement, nettoyage des équipements de transformation, etc.Économie — le coût total de production permettant de respecter les normes de qualité spécifiées doit être aussi bas que possible
Droit — législation définissant les paramètres du process et le choix des composants et des solutions système
Certaines exigences légalesDans la plupart des pays qui transforment le lait en divers produits, la loi impose certaines exigences afin de protéger les consommateurs contre les micro-organismes pathogènes. La formulation et les recommandations peuvent varier, mais les combinaisons suivantes couvrent les exigences les plus courantes :traitement thermique
Le lait doit subir un traitement thermique de manière à éliminer tous les micro-organismes pathogènes. La température minimale de 72 °C / temps de maintien de 15 secondes doit être atteinte.
EnregistrementLa température de chauffage doit être enregistrée automatiquement et le relevé doit être conservé pendant la durée spécifiée.Clarification avant traitement thermique
Comme le lait contient généralement des substances solides, telles que des particules de saleté, des globules blancs et des cellules somatiques (tissu mammaire), il doit être clarifié. Comme la pasteurisation risque d’être inefficace si des bactéries sont cachées dans les grumeaux et les particules du lait, celui-ci doit être clarifié avant le chauffage. Le lait peut être clarifié au moyen d’un filtre ou, plus efficacement, d’un clarificateur centrifuge.
Prévenir la recontaminationL’échangeur de chaleur a été dimensionné, il convient donc d’utiliser une pression plus élevéeElle reste présente dans le flux de lait pasteurisé par rapport au lait non pasteurisé et aux fluides de service. En cas de fuite dans l’échangeur de chaleur, le lait pasteurisé doit s’écouler vers le lait ou le fluide de refroidissement qui n’a pas été pasteurisé, et non dans le sens inverse. Pour garantir cela, il est généralement nécessaire d’utiliser une pompe de surpression afin de créer une pression différentielle, ce qui est obligatoire dans certains pays.
Si la température des produits pasteurisés baisse en raison d’une pénurie temporaire de fluide de chauffage, l’usine doit être équipée d’une vanne de dérivation afin de renvoyer le lait insuffisamment chauffé vers le réservoir tampon.
Équipements requisLe processus de contrôle à distance requiert les équipements suivants :Silo de stockage du lait cru.Échangeur thermique à plaques, tuyauterie isolée et groupe d’eau chaude pour le chauffage et le refroidissement.Clarificateur centrifuge (puisque seul du lait entier est traité, un séparateur centrifuge n’est pas nécessaire dans ce cas).Un réservoir de stockage intermédiaire est utilisé pour le stockage temporaire du lait transformé.Tuyaux et raccords pour relier les principaux composants, ainsi que vannes pneumatiques pour contrôler et distribuer le flux de produit et le fluide de nettoyage.Une pompe utilisée pour transporter le lait dans l’ensemble de l’usine de transformation.Équipements de commande pour gérer la capacité, la température de pasteurisation et la position des vannes.Divers systèmes de services publics :– alimentation en eau– production de vapeur– refroidissement du fluide caloporteur– air comprimé pour les dispositifs pneumatiques– électricité
– eaux de drainage et eaux usées.
Les besoins en fluides utilitaires sont calculés une fois la conception de l’usine approuvée. Il est donc nécessaire de connaître la séquence de température de la pasteurisation ainsi que les spécifications de toutes les autres zones nécessitant du chauffage et du refroidissement (réfrigération, système de nettoyage, etc.) avant de déterminer le nombre et la puissance des équipements électriques, le nombre d’équipements pneumatiques, les unités de fonctionnement, les heures de travail de l’usine, etc. Cet ouvrage ne traite pas de tels calculs.
Transformation du laitChoix des équipementsRéservoir siloLe nombre et la taille des silos dépendent du plan de livraison du lait cru et du volume de chaque livraison. Afin de faire fonctionner l’usine en continu sans interruption due à un manque de matières premières, il faut disposer d’un approvisionnement suffisant en lait cru.
De préférence, le lait doit avoir été stocké au moins une heure avant le traitement, car pendant ce temps il se dégaze naturellement. Un brassage de courte durée est acceptable, mais il n’est pas vraiment nécessaire de mélanger jusqu’à environ 5 à 10 minutes avant la vidange du silo afin d’équilibrer la masse globale. Cela évite d’interférer avec le processus naturel de dégazage.
Échangeur de chaleur
Le principal objectif de la pasteurisation du lait est d’éliminer les micro-organismes pathogènes. À cette fin, le lait est généralement chauffé à une température d’au moins 72 °C pendant au moins 15 secondes, puis refroidi rapidement. La législation de nombreux pays impose ces paramètres. Les échangeurs de chaleur à plaques sont les plus couramment utilisés pour la pasteurisation du lait sur le marché. Lorsqu’un fonctionnement à long terme est requis, des échangeurs de chaleur tubulaires peuvent être utilisés. Les échangeurs de chaleur à racleurs sont utilisés pour les produits visqueux.
Une fois les paramètres pertinents connus, la taille de l’échangeur de chaleur peut être calculée. Les besoins en fluides utilitaires (vapeur, eau et eau glacée) sont également calculés, car ils influencent fortement le choix des vannes de régulation de vapeur et d’alimentation en eau glacée.Dans l’échangeur de chaleur à plaques, la plaque de liaison entre chaque partie est équipée des entrées et sorties du produit et du fluide utilitaire. Les raccords d’entrée et de sortie peuvent être orientés verticalement ou horizontalement. Les extrémités des échangeurs de chaleur à plaques (bâti et plaques de pression) peuvent également être équipées d’entrées et de sorties.
Lorsqu’un fonctionnement à long terme est requis, l’échangeur de chaleur tubulaire est une alternative à l’échangeur de chaleur à plaques.
Système de chauffage à eau chaudeDe l’eau chaude ou de la vapeur saturée à la pression atmosphérique peut être utilisée comme fluide de chauffage dans le pasteurisateur. Cependant, en raison de la grande différence de température, la vapeur chaude n’est pas utilisée. Par conséquent, le fluide de chauffage le plus couramment utilisé est l’eau chaude, généralement d’environ 2 à 3 °C au-dessus de la température requise pour le produit.
La vapeur est fournie par la chaudière à une pression de 600 à 700 kPa (6 à 7 bar). Elle sert à chauffer l’eau, puis à porter le produit à la température de pasteurisation.
Régulation de température
Le régulateur de température agit sur la vanne de réglage de la vapeur afin de maintenir une température de pasteurisation constante. Toute tendance à la baisse de la température du produit est immédiatement détectée par le capteur situé sur la conduite de produit avant le tube de maintien. Le capteur transmet ensuite le signal au régulateur, qui ouvre la vanne de réglage de la vapeur pour fournir davantage de vapeur à l’eau. Cela élève la température de l’eau en circulation et empêche la baisse de température du produit.
Autres machines de transformation du lait
La longueur et la taille du tube de maintien situé à l’extérieur sont calculées en fonction du temps de maintien connu, de la capacité horaire de l’équipement et du diamètre du tube, qui sont généralement identiques à ceux des tuyauteries alimentant l’équipement de pasteurisation. Généralement, le tube de maintien est recouvert d’un capot en acier inoxydable afin d’éviter les brûlures et les radiations lors du contact.
Commande de pasteurisation
Le lait doit être correctement pasteurisé avant de quitter l’échangeur de chaleur à plaques. Si la température descend en dessous de 72 °C, le lait non pasteurisé doit être stocké séparément du produit pasteurisé. À cette fin, le transmetteur de température et la vanne de dérivation sont installés sur la canalisation en aval du tube d’isolation. Si le transmetteur de température détecte que le lait qui le traverse n’est pas entièrement chauffé, le lait non pasteurisé est renvoyé vers la cuve d’équilibrage.
La conception et la mise au point d’une ligne de transformation du lait sont très complexes et demandent du temps et de l’énergie pour résoudre divers problèmes afin de réaliser avec succès un ensemble complet de ligne de transformation du lait. Les clients ont de nombreux besoins personnalisés à satisfaire, et il est d’autant plus nécessaire d’intégrer la situation réelle du chantier pour adapter dans une certaine mesure les différents équipements, afin de créer une ligne de transformation du lait hautement efficace, stable et avancée, qui satisfasse les clients.
8/3, 2022

Gestion de la chaîne d’approvisionnement du lait
Le lait provient des vaches, et la collecte ainsi que la conservation du lait sont également très importantes. La chaîne d’approvisionnement du lait a besoin d’équipements professionnels de stockage du lait. Beyond se spécialise dans la fabrication de toutes sortes d’équipements de stockage du lait, qui peuvent être appliqués à différents domaines de la production laitière.
Améliorer la chaîne du froid
Grâce à des technologies plus avancées pour améliorer la chaîne du froid, nous avons besoin d’équipements puissants de stockage du lait pour s’adapter aux conditions météorologiques et géographiques complexes des différentes saisons. Nos tanks de stockage du lait peuvent régler des paramètres externes tels que la température. Les cuves sont fabriquées en acier inoxydable de haute qualité, répondant pleinement aux exigences de l’industrie alimentaire, afin que le lait conserve une qualité élevée pendant le stockage.
Une meilleure qualité du lait, une meilleure qualité de vie
Nous participons à de nombreux projets de développement laitier en Afrique, en Asie et en Europe, et nous nous engageons à améliorer la qualité globale du lait cru. Dans un pays où la demande des consommateurs pour des produits laitiers de haute qualité augmente, il est essentiel de renforcer la sensibilisation des éleveurs, des collecteurs, des opérateurs des centres de collecte de lait et des transformateurs à la qualité du lait ainsi qu’aux compétences pratiques associées. Ces produits aident les familles à adopter un mode de vie plus sain et incitent les éleveurs à produire des produits laitiers à valeur ajoutée à partir de lait cru de haute qualité. En outre, l’accent mis sur l’amélioration de la qualité au niveau de la ferme, y compris le refroidissement, contribuera à réduire le gaspillage de lait cru et à faire passer le développement de la chaîne alimentaire nationale à un nouveau niveau de flexibilité.
Plan d’approvisionnement durable en lait cru
Si vous prévoyez de lancer un nouveau programme de développement des producteurs laitiers ou de moderniser votre structure existante de chaîne du froid pour l’approvisionnement en lait cru, nous pouvons travailler avec vous pour soutenir vos efforts. Nous sommes spécialisés dans la mise en place de systèmes d’amélioration des quantités et de la qualité du lait cru.
Équipements importants de la chaîne d’approvisionnement du laitCuve de refroidissement du lait fraisCette cuve verticale de refroidissement du lait (également appelée refroidisseur de lait, cuve de stockage du lait, cuve en acier inoxydable) est principalement utilisée pour refroidir et stocker le lait ou d’autres liquides ;
Adopte des technologies internationales avancées et des équipements de pointe tels que des compresseurs importés, des systèmes de protection de sécurité, une surveillance par micro-ordinateur, de la mousse de polyuréthane, un évaporateur en nid d’abeille, etc. Structure à trois couches, manteau et couche d’isolation en polyuréthane, polissage miroir intérieur et extérieur, facile à nettoyer, dispositif de refroidissement de marque réputée ;
Citerne à lait
La citerne à lait est largement utilisée pour le transport sur longue distance du lait ou d’autres produits liquides. La paroi de la cuve est en acier inoxydable SUS304-2B de haute qualité, la jaquette est en polyuréthane haute densité pour l’isolation, et un nouveau procédé est adopté. Tous les rayons des angles intérieurs B sont réalisés avec une grande transition arrondie afin d’éviter les zones mortes sanitaires ; une boule de lavage CIP est fixée à l’intérieur pour faciliter le nettoyage. Conforme aux normes industrielles et aux exigences d’hygiène alimentaire.
La gestion de la chaîne d’approvisionnement du lait ne peut pas être dissociée d’une grande variété d’équipements de stockage et de transformation du lait. Avec le développement et l’application de nouvelles technologies, la gestion de la chaîne d’approvisionnement du lait deviendra de plus en plus simple, la qualité des produits laitiers s’améliorera toujours davantage, et des produits laitiers plus variés répondront aux nouvelles attentes du marché.
7/21, 2022

Séquence de démarrage de l’évaporateur à film tombant entièrement automatique
L’évaporateur à film tombant entièrement automatique peut entrer rapidement en état de fonctionnement. Lorsque la machine vient tout juste de démarrer, comment la mettre correctement en marche ? Quelles sont les compétences d’utilisation sur le panneau de commande PLC ?
Réglage des paramètres
Nous définissons les paramètres nécessaires sur l’interface du système d’exploitation afin de régler la pompe d’alimentation, la pompe de décharge, la température et la teneur en sucre de l’évaporateur à film tombant.
Réglage de la pompe d’alimentation
Nous laissons le matériau en état de matériau à quatre effets, et la quantité de matériau ne doit pas être trop élevée avant la mise en marche de la vapeur. Il suffit de maintenir le fonctionnement de la pompe de circulation. Lorsque vous ouvrez la vapeur, la pompe d’alimentation passe au débit d’alimentation normal.
Réglage de la pompe de déchargeAu cours du processus d’évaporation, le niveau de liquide du quatrième effet change en raison de la variation de la capacité d’évaporation. Afin de contrôler le niveau de liquide, réglez un niveau de liquide supérieur à ce niveau et renvoyez le matériau dans le ballon d’équilibrage via la pompe de décharge.
La température est réglée sur la température de la vapeur.
Réglage de la teneur en sucre
La teneur en sucre du matériau à décharger. Lorsque la teneur en sucre du matériau atteint la limite supérieure du matériau à décharger, le matériau sera déchargé. Lorsque la teneur en sucre est inférieure à la limite inférieure, l’alimentation en matériau sera arrêtée.
7/12, 2022

Fonction et rôle du système de contrôle de l’évaporateur à film tombant
L’évaporateur à film tombant est un équipement important pour la transformation alimentaire, pouvant être utilisé dans différents types de lignes de production agroalimentaires. Benyou utilise le système avancé Siemens PLC comme station de commande principale afin d’atteindre l’objectif d’un traitement alimentaire efficace. Globalement, l’ensemble du système d’évaporation à film tombant présente un excellent rapport qualité-prix et une grande praticité.
Circuit de commande de l’évaporateur à film tombant
Pour le contrôle du niveau de liquide du réservoir tampon de matière, un indicateur de niveau haut, moyen et bas est installé au-dessus du corps cylindrique du réservoir tampon, et son signal de sortie entre dans le système PLC. L’ouverture et la fermeture de la vanne pneumatique du réservoir tampon sont commandées par le PLC afin d’assurer l’équilibre du niveau de liquide dans le réservoir tampon. En même temps, le niveau de liquide actuel est affiché sur l’interface de commande, et les alarmes de niveau haut et bas peuvent être réalisées.
Remplissage automatique en eau du réservoir tampon d’alimentation
Lorsque l’alarme de niveau bas du réservoir tampon d’alimentation est déclenchée par des perturbations de l’alimentation ou pour d’autres raisons, la vanne pneumatique de réapprovisionnement en eau s’ouvre automatiquement pour ajouter de l’eau adoucie et éviter la marche à sec de l’évaporateur.
Contrôle du débit d’alimentation de l’évaporateur
Le débitmètre électromagnétique installé sur la conduite de matière de l’évaporateur détecte le débit du produit et transmet le signal au PLC. Le PLC contrôle la fréquence de la pompe d’alimentation afin d’assurer un débit de matière constant dans la conduite. En même temps, le débit peut être affiché sur l’interface de commande.
Régulation de température de l’effet I
Le capteur de température installé dans le corps du premier effet détecte la température du premier effet et transmet le signal à la vanne de régulation de vapeur du premier effet afin de contrôler le débit de vapeur. En même temps, il reçoit le signal de degré Brix provenant du densimètre, et la température peut être réglée selon les besoins de la production.
Contrôle du niveau du jus concentré de l’effet IV
Un transmetteur de niveau liquide est installé au fond du réservoir de jus concentré de l’effet IV, lequel peut envoyer des signaux standards au PLC. Le PLC contrôle la fréquence du variateur de la pompe à rotor de décharge afin de maintenir le niveau de liquide de l’effet IV à la valeur réglée, évitant ainsi un niveau trop élevé ou un fonctionnement à vide de la pompe à rotor en cas de manque de matière. En même temps, le niveau de liquide actuel est affiché sur l’interface de commande.
Contrôle du sucre en sortie
La teneur en sucre du produit déchargé est détectée par le mesureur de teneur en sucre installé sur la conduite de sortie de la pompe à rotor, puis ce signal est transmis au PLC. Le PLC neutralise le signal de teneur en sucre pour contrôler la décharge. Si la teneur en sucre répond aux exigences, le produit déchargé retourne au réservoir tampon s’il ne les remplit pas.
Contrôle du vide
Le transmetteur de pression de vide mesure le degré de vide de l’évaporateur, et la vanne de régulation du vide ajuste ce degré afin de le maintenir constant. L’entrée d’air de la pompe à vide est commandée par une vanne papillon pneumatique.
Contrôle automatique du nettoyage CIP
Le nettoyage CIP est conforme au sens de circulation de la conduite de matière. Un nombre raisonnable de boules de lavage est installé dans le séparateur et la trémie de séparation de l’évaporateur. Le nombre de pulvérisations et la durée peuvent être réglés automatiquement pendant la procédure de nettoyage, et la préconcentration ainsi que l’évaporation finale peuvent être nettoyées indépendamment selon le programme.
Il est pratique d’adopter des méthodes de contrôle avancées. Tous les paramètres du système restent stables pendant le fonctionnement, ce qui facilite l’adoption d’un contrôle automatique avancé (PLC et interface homme-machine), et le coût des équipements de commande est relativement faible, ce qui permet de réaliser facilement une commande entièrement automatique.
7/12, 2022

Caractéristiques techniques de l’évaporateur à film tombant
L’évaporateur à film tombant développé par BEYOND présente des caractéristiques techniques très avancées. Il permet une alimentation et une décharge continues. Le système est stable et facile à utiliser. Lorsque l’équipement fonctionne, il suffit d’ajuster divers paramètres selon les besoins au stade initial de l’alimentation, tout en assurant un approvisionnement continu et stable en matière. Il est pratique à régler. Il permet une concentration continue, stable et efficace, répondant aux exigences d’une densité conforme.
Le taux de concentration est élevé, le rendement thermique est important et l’effet d’économie d’énergie est remarquable. En ce qui concerne la structure de ce système, nous adoptons une conception optimisée afin de rendre le système de transfert thermique par évaporation plus rationnel, ce qui est très adapté et favorable à la concentration des matières. Les principales raisons sont que les produits forment un film dans le tube de chauffage, s’écoulent rapidement et s’évaporent instantanément ; le temps de séjour et de chauffage dans le tube de chauffage est court ; la viscosité des matières peut s’adapter à une large plage ; le chauffage est homogène ; l’encrassement est peu probable ; l’altération des composants actifs est faible ; et l’énergie thermique est pleinement utilisée, avec un effet d’économie d’énergie remarquable.
7/12, 2022